Китай: инновации в производстве тройников 110 вентиляционных?
2026-02-10
Когда слышишь про инновации в производстве вентиляционных тройников 110 мм, многие сразу думают о роботах и полной автоматизации. Но реальность, по крайней мере из моего опыта на нескольких заводах в Шаньдуне, часто куда прозаичнее и интереснее. Инновация тут — это не всегда про революцию, а скорее про цепочку мелких, но критически важных улучшений, которые в итоге дают продукт, способный конкурировать не только ценой.
Откуда растут ноги: миф о ?дешевом железе?
Частая ошибка — сводить всё к стоимости сырья. Да, тройник 110 вентиляционный начинается с листа, но ключевое уже здесь: переход на более стабильные по качеству рулоны оцинкованной стали с четко контролируемым цинковым слоем. Раньше была лотерея — пришла партия, а на гибке микротрещины по покрытию. Сейчас поставщики, те же, что работают с крупными заводами, дают материал, который ведет себя предсказуемо. Это база, без которой все последующие шаги бессмысленны.
На участке раскроя это вылилось в отказ от дешевых ?универсальных? ножей. Взяли лезвия под конкретную толщину и марку стали. Износ выше, зато кромка реза чистая, без заусенцев. Казалось бы, мелочь. Но когда ты потом видишь, как на фальцепрокатном станке заготовка с рваным краем дает неплотный замок, понимаешь, что инновация №1 — это дисциплина на входе.
Кстати, о фальце. Для вентиляционных тройников 110 круглого сечения важен именно двойной замок. Видел попытки упростить до одинарного на ?неответственных? линиях — мол, для вытяжки в жилом доме сойдет. В итоге при вибронагрузках через полгода-год по шву начинало подтравливать. Вернулись к классике, но стали использовать станки с сервоприводом, которые дожатие замка контролируют с точностью до ньютона. Не герметичность улучшили, а ее стабильность.
Геометрия и проходимость: больше, чем просто угол
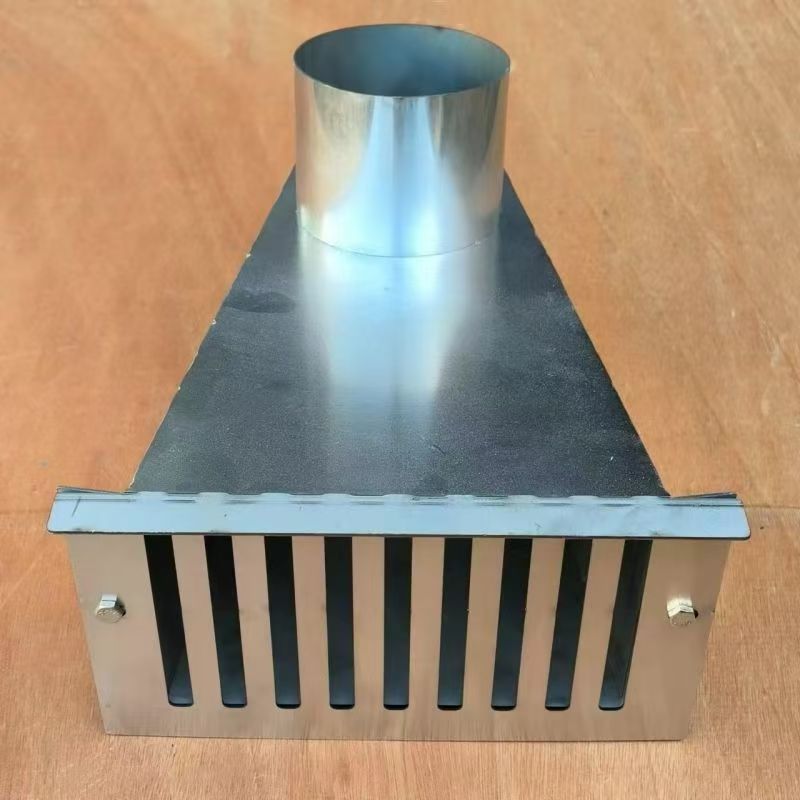
Самое сложное в тройнике — не основная труба, а отвод. Раньше часто брали готовый отвод и просто вваривали или вальцевали в заготовку. Получался ступенчатый переход, турбулентность, шум. Сейчас на передовых производствах, как у ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия, перешли на цельногнутые заготовки для отвода. Используют 3D-моделирование и программное управление гибом, чтобы радиус был плавным, а сечение на выходе в боковой отросток максимально сохранялось.
На их сайте cx-tongfeng.ru можно увидеть, что они акцентируют обработку воздуховодов из листового железа и нержавейки. Это не просто слова. Для тройников из нержавеющей стали под агрессивные среды они отрабатывали технологию лазерной резки с последующей аргонодуговой сваркой в среде. Проблема была в короблении тонкой нержавейки от перегрева. Решили не столько охлаждением, сколько оптимизацией порядка сварочных швов и прихваток. Опыт, который в каталог не вынесешь.
Именно здесь кроется инновация №2: переход от сборки деталей к проектированию и изготовлению узла как единого целого. Это меняет логику всего производства. Приходится перестраивать техпроцессы, но на выходе — продукт с лучшими аэродинамическими характеристиками.
Контроль: не там, где все его ждут
Многие думают, что главный контроль — это обмер готового изделия. Это важно, но поздно. Ключевые точки контроля сместились вверх по потоку. Первая — проверка геометрии лекал и программ для гибочных станков после их перенастройки. Вторая — контроль усилия на фальцепрокатном станке (сейчас ставят датчики). Третья — проверка плотности прилегания отвода к корпусу до сварки/соединения, с помощью шаблонов-калибров.
Помню, на одном из объектов была проблема с гулом в системе. Оказалось, партия тройников 110 имела незначительную овальность в месте присоединения отвода — в пару миллиметров. Визуально и на обмер не ловилось, но поток воздуха возмущался. Теперь на эту точку обращают особое внимание, используя простой, но эффективный контурный шаблон.
Это, пожалуй, главная ?невидимая? инновация — система превентивного контроля, выстроенная на знании всех слабых мест традиционной технологии. Она не требует сверхдорогого оборудования, но требует глубокого понимания процесса.
Логистика и упаковка: чтобы инновации доехали
Самый обидный провал — когда идеальный тройник приходит на объект помятым. Раньше упаковывали в мягкую стрейч-пленку и в контейнер. В пути изделия терлись друг о друга, фальцы деформировались. Перешли на индивидуальные картонные углы на каждый фланец и жесткую обрешетку внутри паллеты. Себестоимость упаковки выросла, но процент брака по вине логистики упал почти до нуля.
Для компании из Фэйчэна, Тайань, провинция Шаньдун, которая работает и на внутренний, и, судя по всему, на внешний рынок (у них есть русскоязычный сайт), это критически важно. Адрес их производства — оптовый город строительных материалов Луси — говорит о том, что они понимают важность логистического хаба. Качество должно быть сохранено не только на выходе с цеха, но и на входе на стройплощадку.
Этот момент часто упускают из виду, говоря об инновациях в производстве. Но для конечного потребителя именно сохраненная геометрия и есть главное доказательство качества.
Куда это всё ведет? Не к полной роботизации
Глядя на эти изменения, можно подумать, что следующий шаг — роботизированная линия с искусственным интеллектом. Но мое ощущение, основанное на наблюдениях, иное. Основной тренд — это гибкие производственные ячейки, где критически важные операции (лазерная резка, высокоточная гибка) автоматизированы, а сборка и особенно контроль остаются за человеком.
Опытный мастер на глаз и на ощупь определит проблему быстрее, чем датчик, который нужно запрограммировать на тысячу сценариев. Инновация будущего, возможно, в цифровых двойниках изделий, где для каждого вентиляционного тройника 110 будет свой цифровой паспорт с параметрами всех контрольных точек на протяжении его изготовления. Но это пока.
Итог? Инновации в Китае в этой, казалось бы, консервативной нише — это не громкие заявления, а кропотливая работа над каждым этапом: от выбора стали и лезвия ножа до конструкции упаковки. Цель — не создать шедевр, а обеспечить стабильно высокое качество в каждой партии, что, в конечном счете, и является самым сложным. И судя по тому, как работают компании вроде Шаньдун ЧанСян, они этот путь прошли и продолжают идти, исправляя ошибки и находя новые точки для улучшения. Именно это и делает продукт конкурентоспособным в долгосрочной перспективе.