Китай: инновации в производстве тройников ПВХ?
2026-02-16
Когда слышишь про ?инновации в Китае?, многие сразу думают про электронику или машины. А вот про фитинги, те же тройники ПВХ — кажется, что тут нового? Сырье, литье, готово. Но на деле, именно в таких, казалось бы, простых вещах сейчас идут самые интересные процессы. Не громкие прорывы, а тихая, упорная доводка до совершенства. И часто — через ошибки.
От сырья до геометрии: где прячется прогресс
Основное заблуждение — что все упирается в качество гранулята ПВХ. Да, это база. Китайские производители давно работают не только с местным сырьем, но и активно закупают добавки из Европы и Кореи для стабилизации, повышения ударной вязкости. Но ключевой сдвиг последних лет — не в материале самом по себе, а в том, как его заставить вести себя в форме. Речь о реологии расплава.
Раньше была проблема: лить толстостенный тройник, особенно на ответвление под 45 градусов. Внутри, в углу, возникали напряжения, микротрещины. Визуально деталь целая, а при гидроиспытаниях или просто на морозе — дает течь. Сейчас над этим бьются через моделирование течения расплава. Не просто ?залили и охладили?, а рассчитывают, как материал будет заполнять полость, где будут зоны сжатия, как избежать воздушных ловушек. Это и есть инновация — незаметная, но критичная.
Приведу пример. Мы как-то заказывали партию тройников DN110 для одной системы. По чертежам — все стандартно. Но при монтаже в полевых условиях, при температуре около нуля, несколько штук дали трещину по внутреннему радиусу. Стали разбираться с поставщиком. Оказалось, они как раз переходили на новую систему охлаждения пресс-формы — зональную, с разной температурой на разных участках. Расчеты были верные, а вот практическая калибровка дала сбой. Это та самая ?рабочая? инновация, которая упирается в опыт, а не только в теорию.
Оборудование: не только скорость, но и ?интеллект?
Автоматические термопластавтоматы из Германии или Японии в Китае — уже норма. Но сейчас акцент сместился на периферию и ?софт?. Например, на роботизированные комплексы для извлечения, обрезки облоя и последующей пассивации линии реза. Почему это важно? Потому что ручная зачистка — это вариативность, микроцарапины, которые потом могут стать очагом растрескивания.
Видел на одном из заводов в Шаньдуне, как после литья тройник попадает в камеру с инфракрасными камерами. Они не просто проверяют геометрию, а сканируют внутреннюю поверхность на предмет теней — потенциальных зон недолива или пустот. Это уже не контроль качества, это предиктивная аналитика процесса. Машина учится на каждом цикле и корректирует параметры впрыска для следующего.
Но и тут есть подводные камни. Такая система требует безупречной подготовки сырья. Малейшая влажность в грануляте — и данные с камер будут ложными. Приходится строить целые климат-контролируемые склады для хранения сырья, что для многих средних производителей — серьезная инвестиция. Не все идут на это, отсюда и разброс в качестве на рынке.
Стандарты и экология: давление извне и изнутри
Европейские нормы, например, по миграции тяжелых металлов из стабилизаторов, давно стали драйвером изменений. Китайские фабрики, работающие на экспорт, вынуждены переходить на кальций-цинковые или оловоорганические системы стабилизации. Это меняет весь технологический цикл — температуры обработки, скорость литья.
Но что интереснее — появляются внутренние инициативы. Например, рециклинг облоя и брака непосредственно в цеху. Не вывозить на свалку, а дробить и вводить обратно в ствол, конечно, в строго ограниченном проценте и с добавкой свежего первичного материала. Это экономически выгодно, но требует точнейшего дозирования, иначе физико-механические свойства упадут. Видел, как на производстве тройников ПВХ для вентиляции эту проблему решают через отдельную линию грануляции брака с последующей точной дозировочной станцией. Получается замкнутый цикл в рамках одного цеха.
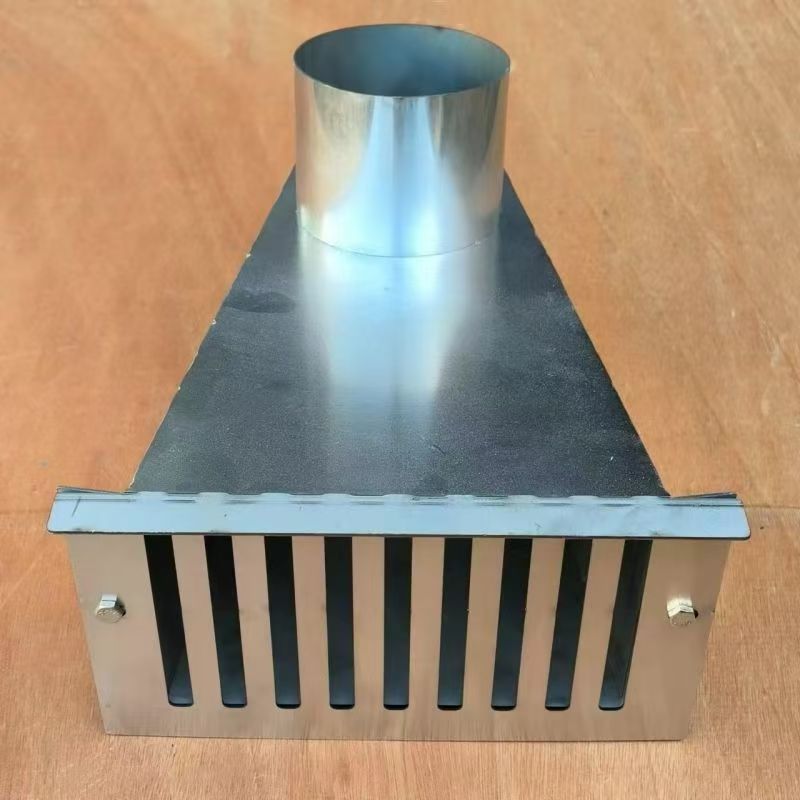
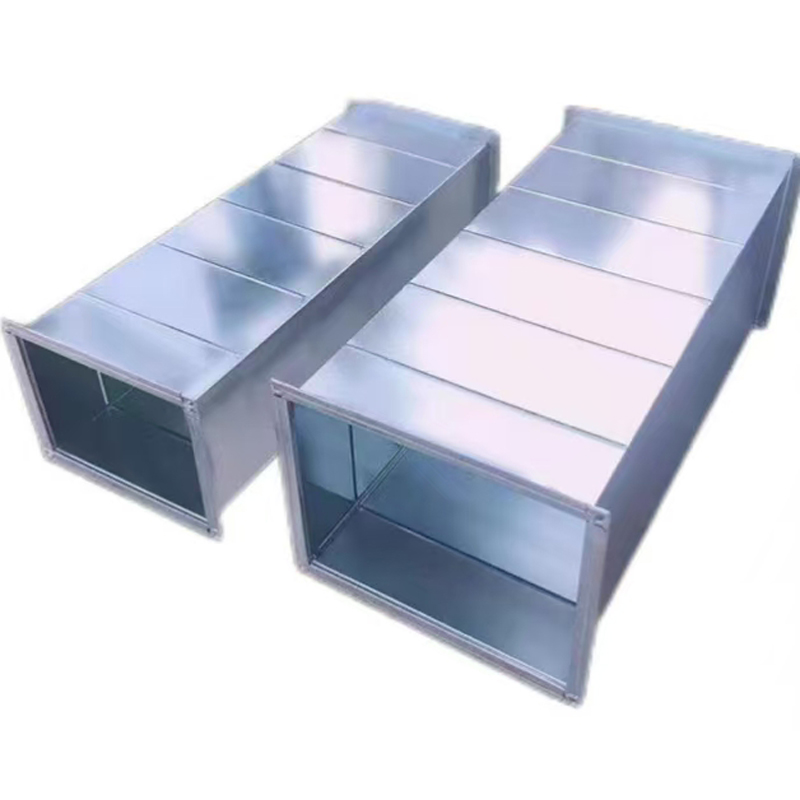
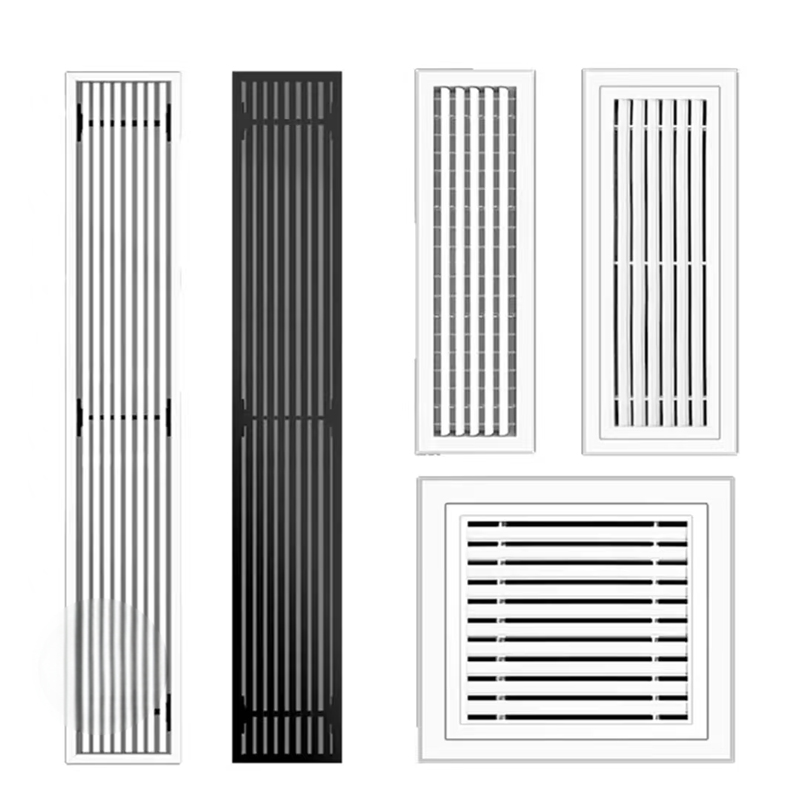
К слову о вентиляции. Это как раз та область, где требования к фитингам жесткие — на давление, на химическую стойкость к возможным агрессивным средам в воздуховодах. Компании, которые специализируются на таких системах, часто и задают тон в инновациях. Вот, например, ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия (сайт: https://www.cx-tongfeng.ru). Они хоть и сфокусированы на воздуховодах из листового металла и нержавейки, но их запросы к поставщикам фитингов из ПВХ для сопряжения систем очень конкретны. Работа с такими заказчиками, которые сами находятся в Тайане, провинция Шаньдун — крупном промышленном кластере, заставляет производителей фитингов постоянно дорабатывать продукт под реальные, а не лабораторные условия.
Практические сложности: где теория сталкивается с реальностью
Все эти инновации — моделирование, умное оборудование — разбиваются о простую вещь: квалификацию оператора. Можно поставить самый современный автоподатчик сырья, но если оператор не понимает, как влияет влажность в цеху на процесс, будут проблемы. Обучение персонала стало такой же частью технологического процесса, как и настройка пресс-формы.
Еще один момент — универсальность vs. специализация. Есть тенденция к созданию узкоспециализированных линий под конкретный типоразмер тройника, особенно ходовой. Это дает выигрыш в скорости и стабильности. Но рынок требует гибкости. Отсюда компромисс: базовые модели делают на ?умных? специализированных линиях, а нестандартные изделия — на более универсальных, но менее автоматизированных. И там качество часто ложится на плечи мастера-наладчика с огромным опытом.
Был случай, когда для химического завода потребовались тройники с усиленным армированием под высокую вибрацию. Никакое моделирование не давало гарантий. Делали пробную партию, тестировали ?в поле?, на действующем оборудовании заказчика, получали обратную связь, вносили изменения в конструкцию пресс-формы. Цикл обратной связи сократили с месяцев до недель. Вот она, настоящая инновация на стыке производства и практики.
Взгляд в будущее: что дальше?
Куда это все движется? Думаю, следующий шаг — полная цифровая двойника изделия. Не просто чертеж, а модель, которая включает в себя данные о поведении материала в процессе эксплуатации: под нагрузкой, при перепадах температур, под воздействием УФ. Это позволит не просто делать прочные тройники, а прогнозировать их ресурс в конкретной системе.
Уже сейчас ведущие производители начинают присваивать партиям QR-коды, по которым можно посмотреть не только дату производства, но и ключевые параметры цикла литья: температуру расплава, давление впрыска, время охлаждения. Это уже не контроль, это прослеживаемость и ответственность.
Так что, говоря об инновациях в производстве тройников ПВХ в Китае, нужно смотреть не на громкие заголовки, а на цеха. На тихую работу инженеров, которые сводят воедино материалы, оборудование и, самое главное, опыт — часто горький, полученный на неудачных партиях. Прогресс здесь измеряется не в патентах, а в снижении процента брака на тысячу штук и в том, чтобы монтажник в далеком порту Владивостока или в цеху под Тайанем не ругался, а спокойно и быстро собрал надежный узел. Все остальное — инструменты для достижения этой простой цели.