








Уголки для вентиляции
Когда слышишь ?уголки для вентиляции?, многие представляют себе просто согнутый кусок оцинковки. На деле же — это один из тех узлов, где чаще всего начинаются проблемы: свист на поворотах, конденсат в стыках, а через пару лет — ржавчина и разочарование. Работая с воздуховодами, постоянно натыкаешься на то, что этим элементам уделяют слишком мало внимания, а зря.
Что на самом деле скрывается за этими уголками?
Если говорить не как учебник, а с практики, то уголок — это не только форма. Это переход, который должен сохранить сечение, минимизировать сопротивление и, что критично, обеспечить плотное прилегание к прямому участку. Частая ошибка — заказывать или изготавливать их ?на глазок?, особенно для нестандартных трасс. В итоге монтажники на месте героически подгоняют их зубилом и молотком, нарушая защитный слой. Для оцинкованных воздуховодов это смертельно.
Вот, к примеру, в проектах, где мы сотрудничали с ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия, изначально был упор на качество раскроя и гибки именно фасонных частей. На их сайте cx-tongfeng.ru видно, что профиль — обработка листового железа и нержавейки. Это важно, потому что для уголков из нержавеющей стали, например, радиус гиба и технология — совсем другая история, и не каждый цех возьмётся без брака.
Запомнился случай на одном объекте: заказчик сэкономил, купив якобы готовые уголки у непрофильного поставщика. При монтаже выяснилось, что геометрия ?плывёт?, стык в замок не становился плотно. Пришлось экстренно искать того, кто сделает точно по чертежам. Тогда и обратились к специалистам, которые понимают, что уголок — это не второстепенная деталь. Адрес тот самый, в Фэйчэне — они как раз из тех, кто работает с материалом, а не просто гнёт что попало.
Ошибки при выборе и монтаже, которые дорого обходятся
Первое и самое распространённое — игнорирование толщины металла. Для вентиляции обычной офисной вытяжки и для агрессивной среды цеха — нужны разные уголки. Брать тоньше расчётного — гарантия, что через год-два на повороте появится вмятина от вибрации, нарушится поток.
Второе — тип соединения. Часто уголок идёт с подготовленными фланцами или отбортовкой под соединение. Если это не предусмотреть на стадии заказа, на объекте будет аврал. Я видел, как пытались приваривать фланцы к уже готовому уголку на месте — деформация обеспечена, герметичность нулевая.
И третье, о чём редко говорят, — внутренняя поверхность. На резких поворотах (а их иногда требует стеснённая планировка) важно, чтобы внутренний радиус был обработан, не было заусенцев. Они создают шум, увеличивают пылевание. В спецификациях ООО Шаньдун ЧанСян заметил акцент на чистовой обработке кромок после гибки — мелочь, которая отличает кустарщину от нормального изделия.
Нержавеющая сталь и оцинковка: где что применять?
С оцинкованными уголками вроде бы всё просто — большинство систем из них. Но вот нюанс: если среда хоть немного влажная, а уголок стоит на приточной системе с перепадами температур, обычная оцинковка на сгибе может начать ?цвести?. Там, где важна долговечность и чистота воздуха (медицина, пищевое производство), уже смотрим в сторону нержавейки.
Но и здесь подводный камень. Нержавеющая сталь — не волшебный материал. Если её неправильно согнуть (без учёта направления проката, с малым радиусом), могут пойти микротрещины. Потом в этих трещинах — концентрация загрязнений, и коррозия всё равно появится. Поэтому когда заказываешь уголки для вентиляции из нержавейки, нужно быть уверенным, что производитель знает эти тонкости. Из общения с коллегами из Тайаня понимаешь, что их инженеры сталкивались с подобными задачами — видимо, отсюда и узкая специализация на сайте.
Был у меня печальный опыт с одним ресторанным проектом: заказали красивые уголки из нержавейки у ?художественной? мастерской. С виду — блеск. После полугода работы в вытяжке над плитами — по швам пошли рыжие потёки. Оказалось, сварка была без последующей пассивации швов. Пришлось менять узлы. Теперь всегда уточняю не только марку стали, но и финишную обработку сгибов и сварных швов, если уголок составной.
Проектирование и нестандартные ситуации
В идеальном мире все трассы прямые, а уголки — только 90 и 45 градусов. В реальности постоянно нужны 60, 30 или даже скруглённые переходы. Здесь многие проектировщики допускают ошибку — указывают в спецификации просто ?уголок?, а потом на объекте монтажники требуют точные чертежи.
Правильный подход — считать уголки частью системы, а не расходником. Для сложных поворотов, особенно в системах с высоким давлением, иногда логичнее заказать сварной узел с плавным переходом. Да, дороже, но КПД системы будет выше, и шума меньше. На производстве, которое занимается именно воздуховодами (как та же компания из Шаньдуна), обычно могут предложить и расчёт, и изготовление таких нестандартных элементов — это видно по их подходу к инжинирингу.
Ещё один момент, который вспоминается: когда вентиляция идёт через перекрытия, часто нужны уголки с усиленным креплением или изменённой конфигурацией для монтажа хомутов. Если этого не заложить сразу, потом приходится сверлить готовые детали, ослабляя конструкцию. Мелочь? Да. Но именно из таких мелочей складывается надёжность системы лет на двадцать вперёд.
Вместо заключения: на что смотреть при заказе
Итак, если резюмировать разрозненные мысли. Уголки для вентиляции — это не та статья, на которой стоит экономить. При выборе поставщика или подрядчика на изготовление я бы смотрел не только на цену, а на три вещи. Во-первых, есть ли у них опыт именно с вентиляционными системами, понимают ли они аэродинамику (хотя бы базово). Сайты вроде cx-tongfeng.ru, где чётко указана специализация на воздуховодах, вызывают больше доверия, чем общие металлообрабатывающие цеха.
Во-вторых, как они относятся к чертежам и допускам. Готовы ли обсудить радиус, толщину, тип кромки. Если менеджер сразу говорит ?всё сделаем как обычно? — это тревожный звоночек.
И в-третьих, финишная обработка и упаковка. Уголки часто получают повреждения при транспортировке. Если их просто бросили в кузов — царапины на цинке или нержавейке почти гарантированы, а это очаги будущей коррозии. Поэтому важно, чтобы производитель, даже такой отдалённый географически, как из провинции Шаньдун, обеспечивал правильную подготовку к отгрузке. В конце концов, вентиляция — это система, и слабое звено в виде некачественного уголка может перечёркивать всю работу.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
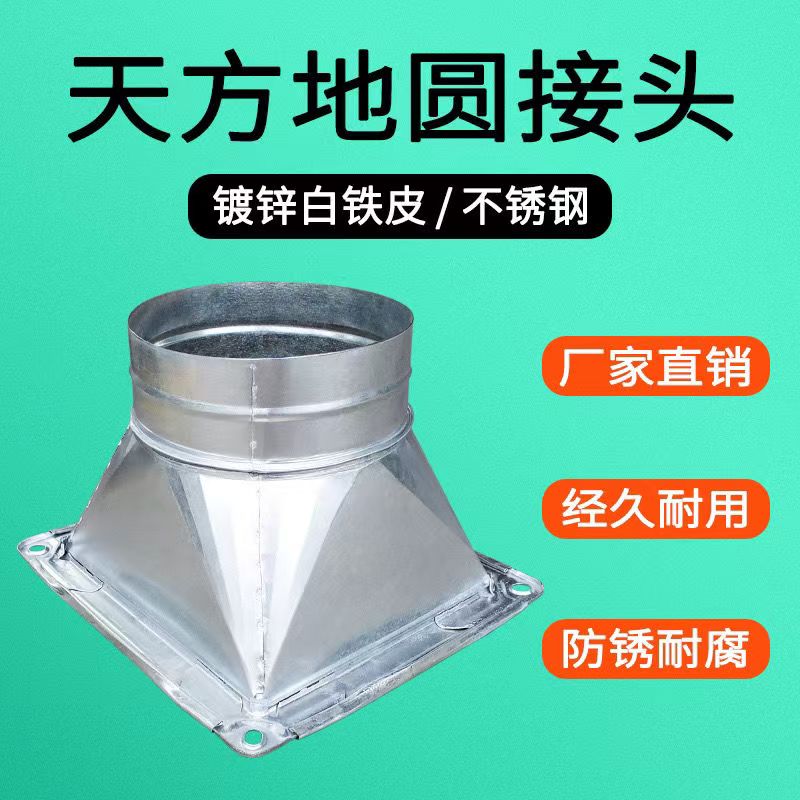 Переходники для вентиляции с квадрата на круг
Переходники для вентиляции с квадрата на круг -
 Вентиляционные тройники
Вентиляционные тройники -
 Приточно-вытяжные установки
Приточно-вытяжные установки -
 Квадратные диффузоры
Квадратные диффузоры -
 Вентиляционные четверники
Вентиляционные четверники -
 Круглые прямые воздуховоды
Круглые прямые воздуховоды -
 Круглые трубы из оцинкованной нержавеющей стали
Круглые трубы из оцинкованной нержавеющей стали -
 Гибкие вставки
Гибкие вставки -
 Сопловые диффузоры
Сопловые диффузоры -
 Дождезащитные вентиляционные решетки
Дождезащитные вентиляционные решетки -
 Коллекторы для вентиляции
Коллекторы для вентиляции -
 Горизонтальные скрытые вентиляторы
Горизонтальные скрытые вентиляторы
Связанный поиск
Связанный поиск- Лучшие покупатели перфорированного листового металла из Китая
- Производители вентиляторов свежего воздуха в Китае
- Цена прямого воздуховода в Китае
- Цены на круглые воздуховоды d125 из Китая
- Китайские поставщики 70 градусов противопожарный клапан
- Производители дождезащитных колпаков из Китая
- Производители вентиляционных тройников 100 из Китая
- воздуховод круглый оцинкованный
- Страны-лидеры по закупкам тройников для вентиляции 200 из Китая
- Поставщики белых металлических листов из Китая