








тройник вентиляционный 115
Когда слышишь ?тройник вентиляционный 115?, первое, что приходит в голову — стандартный фитинг на 115 мм. Но здесь кроется первый подводный камень: 115 — это не всегда про диаметр в чистом виде. Часто это обозначение типоразмера для прямоугольных или овальных воздуховодов, где 115 может указывать на высоту профиля или размер стороны. В нашей практике с воздуховодами из листового железа постоянно сталкиваешься с путаницей в каталогах, когда заказчики просят ?тройник на 115?, а потом выясняется, что им нужен переход на круглое сечение 120 мм. Отсюда и начинается история.
Что скрывается за цифрой 115
В контексте вентиляционных систем, особенно промышленных, цифра редко бывает случайной. Тройник вентиляционный 115 часто ассоциируется с системами на базе воздуховодов из оцинкованной стали, где этот размер является одним из ключевых для разводки ответвлений. Но важно понимать: если это прямоугольная система, то 115 мм — это, скорее всего, меньшая сторона сечения. Например, распространённая связка: основной магистральный воздуховод 200×115 мм, а отвод — 115×115 мм. Тройник в этом случае служит узлом для отбора части воздушного потока без резкого изменения динамического давления.
На производстве, например, при изготовлении на оборудовании вроде гильотин или вальцов, под этот размер закладываются специфические углы раскроя листа. Неправильный расчёт отвода — и получишь либо свист на стыке из-за турбулентности, либо падение производительности на ответвлении. Помню случай на объекте по монтажу вытяжки в цеху: заказали стандартные тройники вентиляционные 115 под круглый канал, а при монтаже выяснилось, что присоединяемые рукава были полимерные, с внутренним диаметром 110 мм. Зазор в 5 мм пришлось герметизировать муфтами, что увеличило сопротивление участка. Мелочь, но на длинной трассе такие ?мелочи? складываются в проблемы.
Ещё один нюанс — толщина металла. Для тройника вентиляционного 115 из обычной оцинковки часто используют сталь 0,55 мм, но если система работает под нагрузкой или с агрессивной средой, требуется нержавеющая сталь или толщина от 0,7 мм. У нас на производстве, в ООО Шаньдун ЧанСян, бывали заказы, где клиенты из пищевой промышленности сначала брали оцинкованные тройники, а потом переделывали на нержавейку из-за конденсата. Адрес производства в Фэйчэне как раз позволяет быстро адаптировать раскрой под разные материалы — от чёрного листа до нержавеющей стали AISI 304.
Ошибки при подборе и монтаже
Самая распространённая ошибка — игнорирование направления потока. Тройник вентиляционный 115 может быть проходным или ответвительным, с углами отвода 45° или 90°. Если поставить проходной там, где нужно равномерное разделение потока, получим застой в одном из ответвлений. На одном из объектов вентиляции склада смонтировали тройники с отводом 90° на приточную ветку, а потом долго искали причину слабого потока в дальнем помещении. Оказалось, что динамическое давление ?заворачивать? поток под прямым углом без дополнительного канала-спутника — та ещё задача. Пришлось переделывать узлы, добавляя направляющие лопатки внутри тройника.
Второй момент — способ соединения. Фланец, ниппель, шина? Для размера 115 мм часто используют фланцевое соединение на саморезах или заклёпках, но если тройник идёт в систему с вибрацией (например, от вентилятора), то со временем клёпки могут разбалтываться. Мы пробовали ставить тройники на герметик с внутренней стороны стыка — помогает, но усложняет демонтаж. Сейчас часто рекомендуем для ответственных узлов сварные тройники из нержавеющей стали, особенно если среда влажная. На сайте cx-tongfeng.ru у нас есть примеры таких конструкций — они дороже, но на долгосрочной перспективе надёжнее.
И ещё про уплотнение. Резиновые уплотнители для фланцев — не панацея. При температуре потока выше 70°C они дубеют. Для тройника вентиляционного 115 в системе дымоудаления или горячей вытяжки лучше сразу закладывать асбестовый шнур или графитовые прокладки. Один раз пришлось переделывать узел на хлебозаводе именно из-за этого — резина потрескалась за полгода, появилась утечка.
Практика изготовления: от чертежа до изделия
Когда получаем заказ на партию тройников вентиляционных 115, первое, что делаем — уточняем эскиз. Даже под стандартный размер возможны вариации: длина прямых участков до и после ответвления, радиус закругления внутреннего угла (галтель), наличие дренажного отверстия. Для воздуховодов из нержавеющей стали это особенно критично — если галтель слишком мала, в углу будет скапливаться конденсат или отложения. На нашем производстве в Шаньдуне для нержавейки обычно делаем радиус не менее 30 мм.
Раскрой листа — отдельная история. Для экономии материала часто используют схемы ?вразвёртку?, когда три части тройника вырезаются из одного листа с минимальными отходами. Но здесь есть риск: если развёртка рассчитана неверно, при сборке кромки не сойдутся, появится щель. Приходится либо доваривать (что не всегда допустимо для оцинковки), либо ставить заплатку, что увеличивает местное сопротивление. Мы после нескольких таких случаев внедрили обязательную пробную сборку для нестандартных узлов.
Сама сборка. Автоматическая линия хорошо справляется с прямыми участками, но тройник вентиляционный 115 часто требует ручной подгонки. Особенно если это тройник с переходом на другой размер, например, 115/150. Углы реза должны быть идеально подогнаны, иначе при вальцовке кромки ?уходят?. Наблюдал, как опытный мастер на производстве ООО Шаньдун ЧанСян подбивал кромки киянкой буквально на миллиметр — и после этого фланец ложился идеально. Это та самая ?ручная работа?, которую не заменит робот.
Случаи из практики: когда теория расходится с реальностью
Был проект вентиляции небольшой лаборатории. По расчётам, для одной из веток идеально подходил стандартный тройник вентиляционный 115 с отводом 45°. Смонтировали, запустили — в одном из помещений начался явный дисбаланс, воздух шёл с вихрем. Оказалось, что сразу после тройника стоял обратный клапан с пружиной, который создавал дополнительное сопротивление и менял картину потока. Пришлось смещать тройник на метр дальше от клапана и ставить прямой участок для стабилизации потока. Вывод: даже правильно подобранный фитинг может не работать, если не учитывать соседние элементы.
Другой пример — коррозия. Заказали для цеха с постоянной влажностью оцинкованные тройники. Через два года на фотографиях с объекта увидели, что в местах резов, где цинковый слой был повреждён, пошла ржавчина. Особенно в нижней части, где мог скапливаться конденсат. После этого для подобных условий мы всегда рекомендуем либо тройники из нержавеющей стали, либо оцинковку с дополнительной покраской порошковой краской по внутренней поверхности. Да, это дороже, но срок службы увеличивается в разы. Наша компания, специализирующаяся на обработке воздуховодов из листового железа и нержавеющей стали, теперь всегда уточняет среду эксплуатации.
И ещё про размеры. Пришёл запрос от монтажников: ?Тройники 115 не стыкуются с каналом 120?. Начали разбираться — оказалось, что заказчик купил воздуховоды по наружному диаметру, а тройники были рассчитаны на внутренний. Разница в 5 мм из-за толщины металла. Пришлось экстренно изготавливать переходные вставки-ниппели. Теперь в спецификациях всегда пишем: ?размер 115 — по внутреннему/наружному сечению?. Казалось бы, элементарно, но сколько времени теряется на таких моментах.
Взгляд вперёд: стандарты и адаптация
Сейчас в отрасли идёт движение к унификации, но тройник вентиляционный 115 как был, так и остаётся изделием, которое часто требует индивидуального подхода. Еврокоды, СНиПы — это хорошо для расчётов, но на реальном объекте всегда есть отклонения: балка, которую нельзя обойти, или смещение оси. Поэтому мы на производстве всегда держим в запасе заготовки для нестандартных решений — тот же тройник, но с удлинённым прямым участком или со смещённым ответвлением.
Материалы тоже меняются. Появляются композитные воздуховоды, и под них нужны тройники с другими типами соединений — не фланцевые, а может, на хомутах. Пока что массово идёт запрос на сталь, но тенденция есть. Наше инженерное подразделение в Тайане уже просчитывало варианты адаптации оснастки под полимерные композиты — дело за спросом.
В итоге, что такое тройник вентиляционный 115? Это не просто деталь из каталога. Это узел, где сходятся расчёты инженера, работа мастера на производстве и реалии монтажа. Его правильный выбор и изготовление — это всегда компромисс между стоимостью, сроком и надёжностью. И как показывает практика, лучше один раз подробно обсудить с производителем все условия, чем потом переделывать систему. Как раз для этого и нужны компании с полным циклом, от раскроя до испытаний, как наша, где можно не просто купить изделие, а получить консультацию, исходя из реального опыта на объектах от Фэйчэна до Москвы.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Крышки дымохода
Крышки дымохода -
 Вихревые диффузоры
Вихревые диффузоры -
 Переходники для вентиляции с квадрата на круг
Переходники для вентиляции с квадрата на круг -
 Квадратные диффузоры
Квадратные диффузоры -
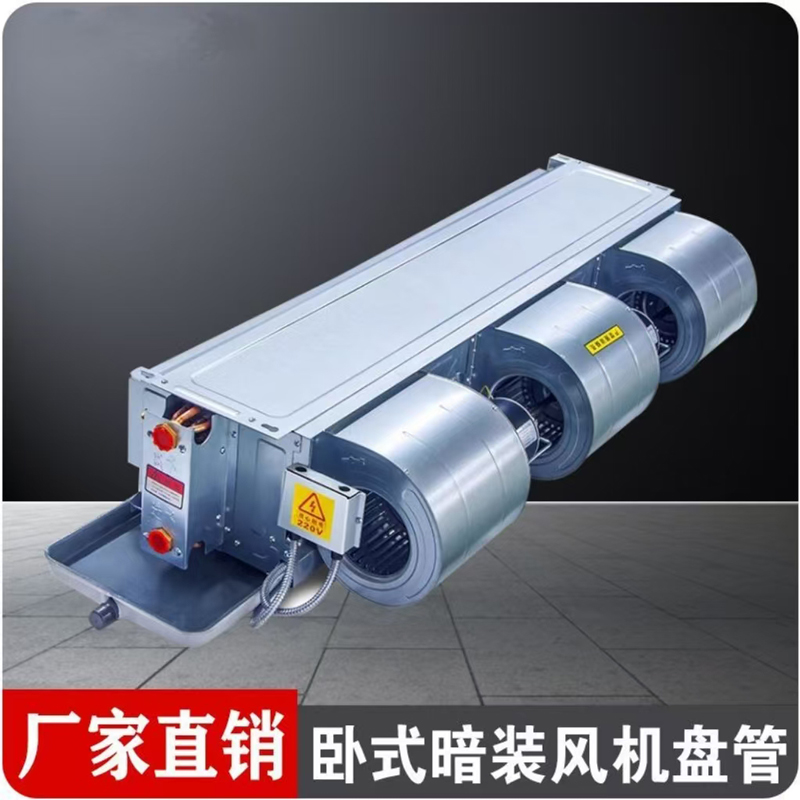 Горизонтальные скрытые вентиляторы
Горизонтальные скрытые вентиляторы -
 Вентиляторы осевые пожарные
Вентиляторы осевые пожарные -
 Корпусы вытяжных зонтов
Корпусы вытяжных зонтов -
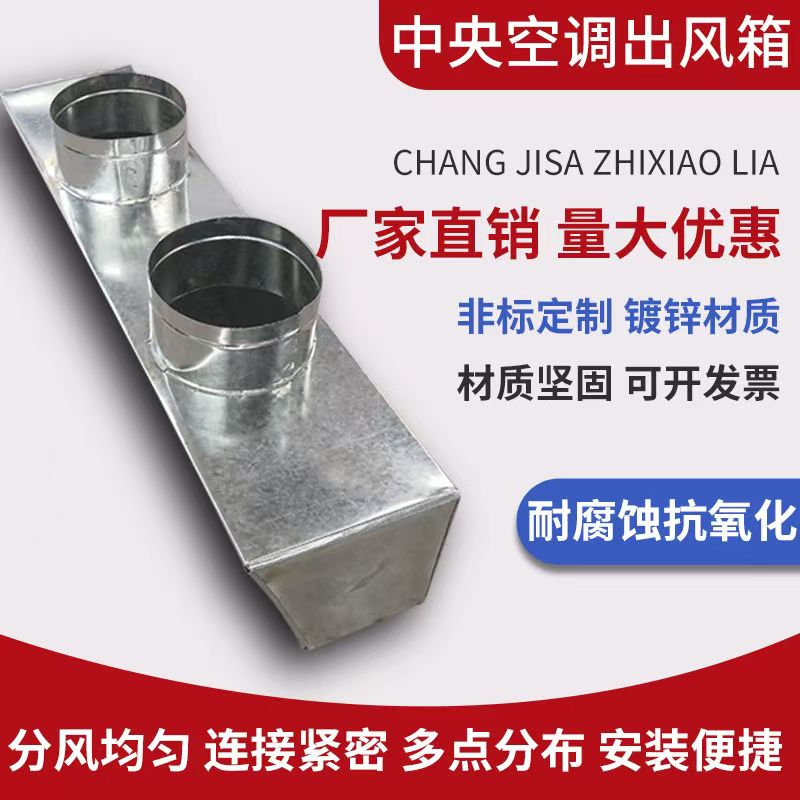 Коллекторы для вентиляции
Коллекторы для вентиляции -
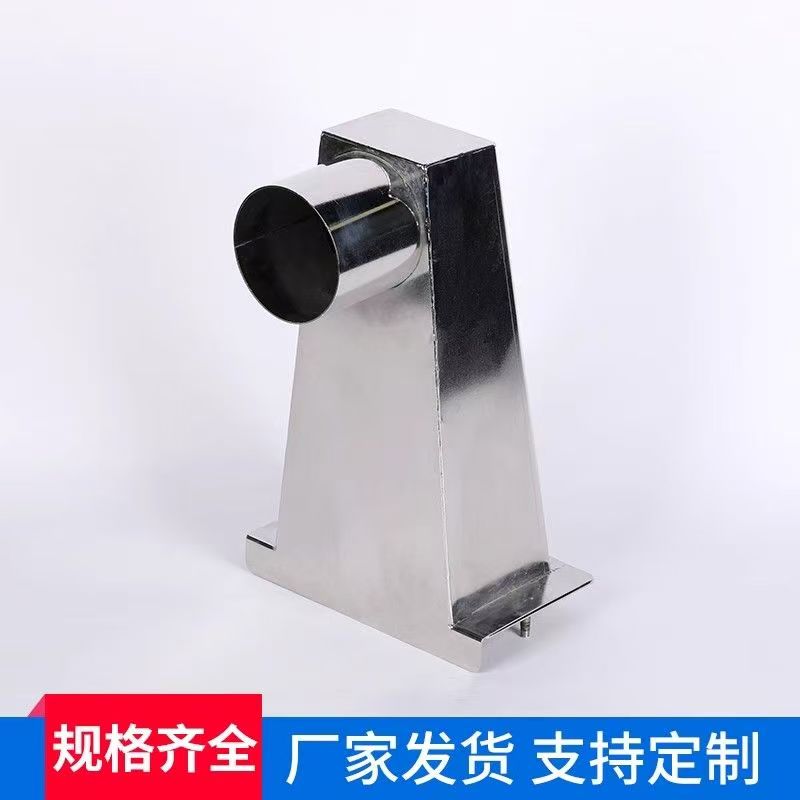 Боковые сливные воронки из нержавеющей стали
Боковые сливные воронки из нержавеющей стали -
 Сопловые диффузоры
Сопловые диффузоры -
 Вентиляционные тройники
Вентиляционные тройники -
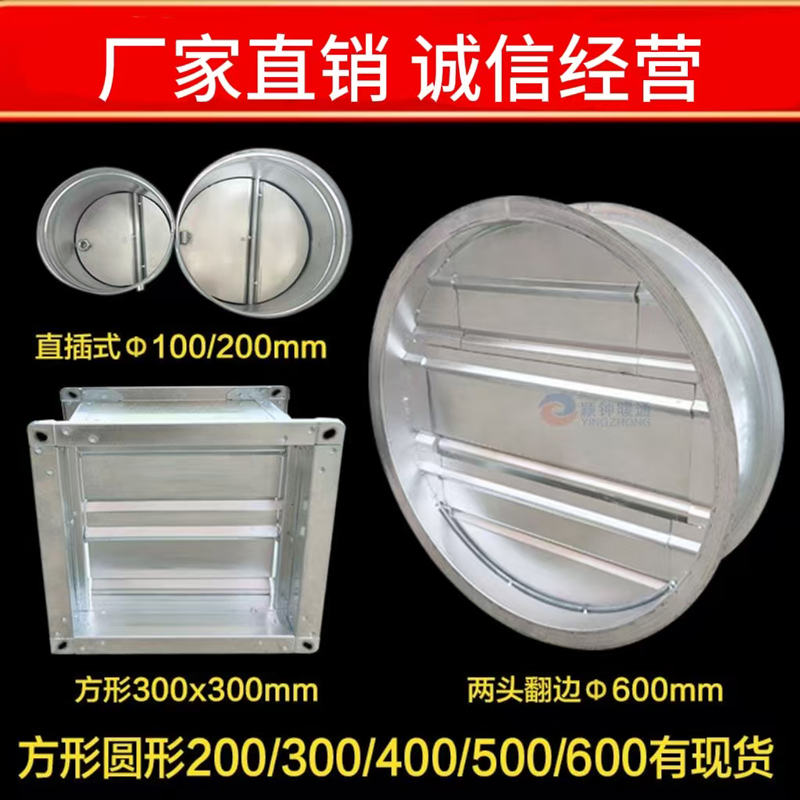 Обратные противопожарные клапаны
Обратные противопожарные клапаны
Связанный поиск
Связанный поиск- Цена на фитинги для воздуховодов в Китае
- Лучшие покупатели Вентиляционные тройники с выпускным клапаном из Китая
- тройник на вентиляционную трубу
- Китайские производители прямоугольных воздуховодов 200
- Китайские производители толщины листового металла
- Поставщики прочных оцинкованных прямоугольных воздуховодов из Китая
- железо оцинкованное 0.5
- тройник вентиляционный 45 градусов
- Поставщики дождезащитных колпачков из Китая
- Лучшие покупатели тройников для круглых воздуховодов в Китае