








тонкий металлический лист
Когда говорят ?тонкий металлический лист?, многие сразу представляют себе ту самую жесть для банок или что-то вроде кровельного железа. Но в нашей сфере — изготовление воздуховодов — это целая наука. Ошибка думать, что главное — это просто толщина. На деле, для вентиляционных систем, особенно в пищевой или фармацевтической промышленности, куда важнее выбор марки стали, состояние поверхности и, что часто упускают, пластичность материала при гибке. Я много раз видел, как привозят рулоны оцинковки, вроде бы по ГОСТу, а при формировании фасонных элементов на гибочном станке появляются микротрещины по линии сгиба. И это потом аукается — точка для коррозии готова. В общем, тонкий лист — это не сырьё, а полуфабрикат, с которым нужно уметь работать.
Что скрывается за цифрами толщины
Возьмём, к примеру, самую ходовую толщину для прямоугольных воздуховодов — 0,55 мм или 0,7 мм. Цифра, казалось бы, простая. Но вот нюанс: если лист поставляется в рулонах, важно, как он был намотан. Слишком сильное натяжение может вызвать остаточные напряжения в металле. Когда мы его потом разматываем и режем, лист может ?играть?, не ложиться ровно на стол гильотины. Это приводит к неточности реза, а для систем, где важна герметичность стыков, это критично. У нас на производстве был случай с партией оцинкованной стали 0,7 мм — при резке край получался с заусенцем. Пришлось перенастраивать ножи и терять время. Оказалось, проблема была не в станке, а в неоднородности твёрдости самого листа по ширине. Поставщик, конечно, всё отрицал.
Или другой аспект — покрытие. Оцинковка цинком — это стандарт. Но толщина цинкового слоя — отдельная история. Для воздуховодов, которые будут работать в условиях повышенной влажности (скажем, в бассейнах или на некоторых пищевых производствах), нужно смотреть не только на базовую толщину металла, но и на массу покрытия, например, класс Z200 или выше. Меньшее покрытие сэкономит копейки на материале, но через пару лет может вылиться в замену целого участка системы. Мы всегда это объясняем заказчикам, когда готовим техническое задание.
А ещё есть нержавеющая сталь. Вот тут ?тонкий лист? — это вообще отдельная ценовая категория и требует совершенно другого подхода. AISI 304, AISI 316 — для агрессивных сред. Но даже с нержавейкой есть подводные камни. Например, при сварке тонкого листа из нержавейки (допустим, 0,8 мм) легко получить прожог или, наоборот, недостаточный провар, если неверно подобраны режимы сварки TIG. И деформации от термовоздействия значительные. Приходится использовать прихватки с минимальным шагом и вести шов очень быстро. Опыт, который нарабатывается только на практике.
От рулона до готового воздуховода: где кроются проблемы
Процесс начинается с размотки и правки. Казалось бы, автоматическая линия всё делает сама. Но если тонкий металлический лист имеет даже небольшую волнистость по кромке (так называемая ?лопухость?), то при подаче в станок продольно-поперечной резки может случиться перекос. Датчики, конечно, стоят, но они не всегда идеально срабатывают. Результат — брак в виде косых заготовок. Мы на своём производстве, в ООО Шаньдун ЧанСян, после нескольких таких инцидентов ввели дополнительную визуальную проверку рулона перед загрузкой. Мелочь, а экономит время и материал.
Следующий ключевой этап — гибка. Для формирования замка (фальца) на тонком листе критически важен радиус гибки. Слишком маленький — материал надрывается по внешнему радиусу. Слишком большой — замок получается неплотным, будет ?сифонить?. У нас на старых станках приходилось опытным путём подбирать эти параметры для каждой новой партии металла, даже если марка и толщина совпадали. Сейчас на современном оборудовании проще, но оператор всё равно должен понимать, что он делает. Автоматика — не панацея.
И, конечно, сборка. Прямошовные воздуховоды из тонкого листа собираются на фальцевом замке (чаще всего двойном). Здесь важно качество подготовки кромки и равномерность усилия при закатке замка. Если где-то недожать — будет щель. Пережать — деформируется профиль, и секции воздуховода не состыкуются ровно. Особенно сложно с большими сечениями, где длина фальца может быть несколько метров. Тут без квалифицированного сборщика не обойтись. На сайте нашей компании, https://www.cx-tongfeng.ru, мы как раз акцентируем внимание на том, что специализируемся на обработке листового железа и нержавеющей стали, подразумевая под этим весь комплекс — от выбора материала до финишного монтажа.
Нержавейка: дорого, но не вечно
Многие заказчики думают: раз взял нержавеющую сталь для воздуховодов, то забыл о проблемах навсегда. Это опасное заблуждение. Тонкий металлический лист из нержавейки, особенно аустенитных марок, подвержен коррозии под напряжением. Если при монтаже систему жёстко закрепили, не оставив компенсаторов теплового расширения, или если в месте контакта с обычной чёрной сталью (кронштейны, например) попала влага, может начаться точечная коррозия. Видел такое на одном химическом предприятии. Воздуховод из AISI 304 через три года дал течь в местах крепления. Причина — биметаллическая пара и агрессивная среда.
Ещё момент — чистота поверхности. Шероховатость внутренней поверхности воздуховода из нержавейки должна быть минимальной, чтобы не скапливалась пыль и бактерии. Но после сварки в зоне шва остаётся окалина и так называемый ?цвет побежалости?. Его обязательно нужно удалять пассивацией и последующей промывкой. Если этого не сделать, именно в этих местах начнётся коррозия. Не все монтажные организации это делают, экономят. А потом удивляются.
Поэтому наше инженерное подразделение всегда настаивает на разработке полного пакета документов, включая инструкции по монтажу и обслуживанию, особенно когда речь идёт о системах из нержавеющей стали. Это не просто бумажка, а необходимость.
Экономика материала: где можно, а где нельзя экономить
В погоне за снижением стоимости проекта часто возникает соблазн использовать лист потоньше, чем того требуют расчёты по давлению и жёсткости. Например, для низкоскоростных систем (до 8 м/с) вроде бы можно ставить 0,5 мм вместо 0,55 мм. Но здесь встаёт вопрос вибрации и шума. Более тонкий лист имеет меньшую собственную жёсткость и может начать ?звенеть? или резонировать на определённых частотах, создавая низкочастотный гул в помещениях. Потом бороться с этим — головная боль. Лучше сразу закладывать норматив.
Другая точка экономии — обрезки. При раскрое крупных листов или рулонов всегда остаются обрезки. Грамотное технолого-конструкторское планирование (раскладка карт) позволяет минимизировать эти отходы. У нас в цехе всегда висит памятка для операторов ЧПУ: ?Оптимизация раскроя — это не автоматика, это твоя голова?. Иногда из крупных обрезков можно сделать мелкие фасонные элементы — переходы, тройники меньшего сечения. Но для этого нужна чёткая организация складирования этих обрезков по толщинам и маркам стали, иначе они превратятся в металлолом.
И, возвращаясь к нашему профилю, указанному в реквизитах — обработка воздуховодов из листового железа и нержавеющей стали — это всегда баланс между стоимостью материала, трудоёмкостью обработки и конечными эксплуатационными характеристиками системы. Наш офис в Фэйчэне, что в Шаньдуне, хоть и далеко от многих стройплощадок, но как раз и занимается тем, чтобы этот баланс был правильным на этапе проектирования и закупки.
Вместо заключения: материал — это только начало
Так что, если резюмировать мой опыт, тонкий металлический лист — это фундамент, но не здание. Можно купить самый дорогой лист из нержавейки, но испортить его неверной обработкой или монтажом. И наоборот, с грамотным подходом даже из стандартной оцинковки можно собрать систему, которая прослужит десятилетия без проблем. Всё упирается в понимание технологии на каждом этапе: от приёмки металла на склад до контроля качества сварного шва или фальцевого соединения.
Часто звонят, спрашивают: ?У вас есть лист 0,6 мм??. А я всегда в ответ: ?А для чего? Какая среда, какая скорость потока, какое давление??. Без этого контекста цифра толщины ничего не значит. Материал должен работать, а не просто соответствовать спецификации. Вот об этом мы и стараемся говорить с клиентами, будь то крупный завод или подрядчик на объекте. Это и есть инженерия в области вентиляции и защиты окружающей среды — не просто продать железо, а обеспечить ему правильную жизнь в конструкции.
И да, если что, наши двери в Тайане всегда открыты для тех, кому нужна не просто смета, а технически обоснованное решение. Опыт, в том числе и негативный, который я описал, как раз для того и нужен, чтобы его не повторять.
Соответствующая продукция
Соответствующая продукция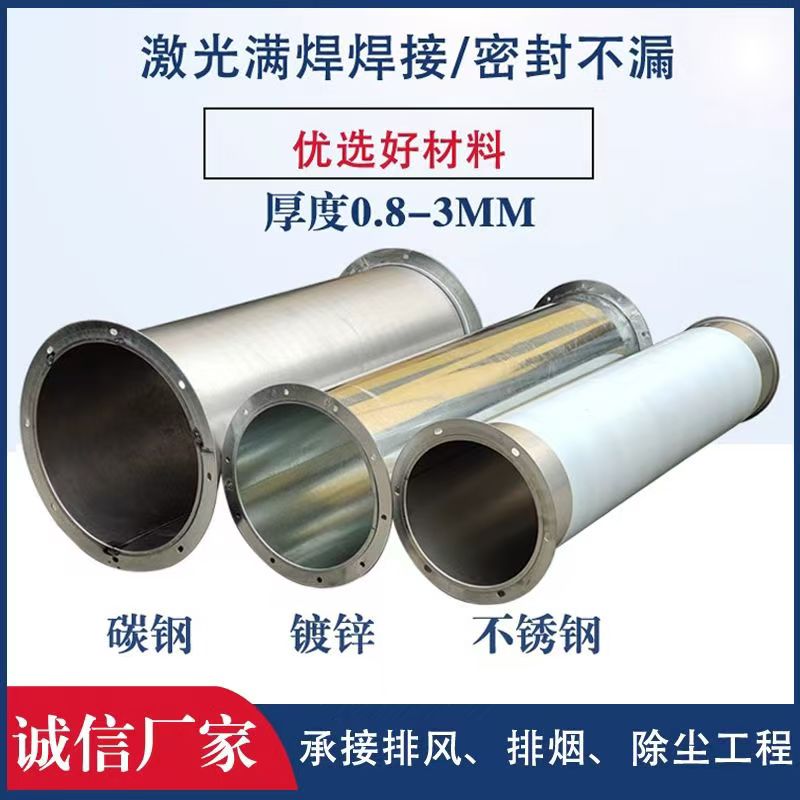



Самые продаваемые продукты
Самые продаваемые продукты-
 Крышки дымохода
Крышки дымохода -
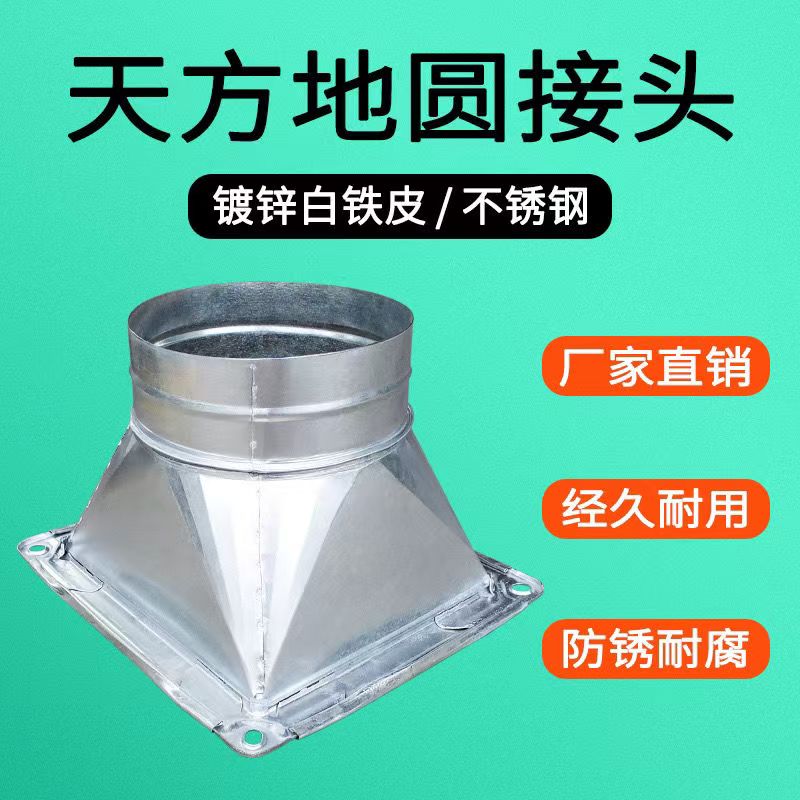 Переходники для вентиляции с квадрата на круг
Переходники для вентиляции с квадрата на круг -
 Круглые трубы из оцинкованной нержавеющей стали
Круглые трубы из оцинкованной нержавеющей стали -
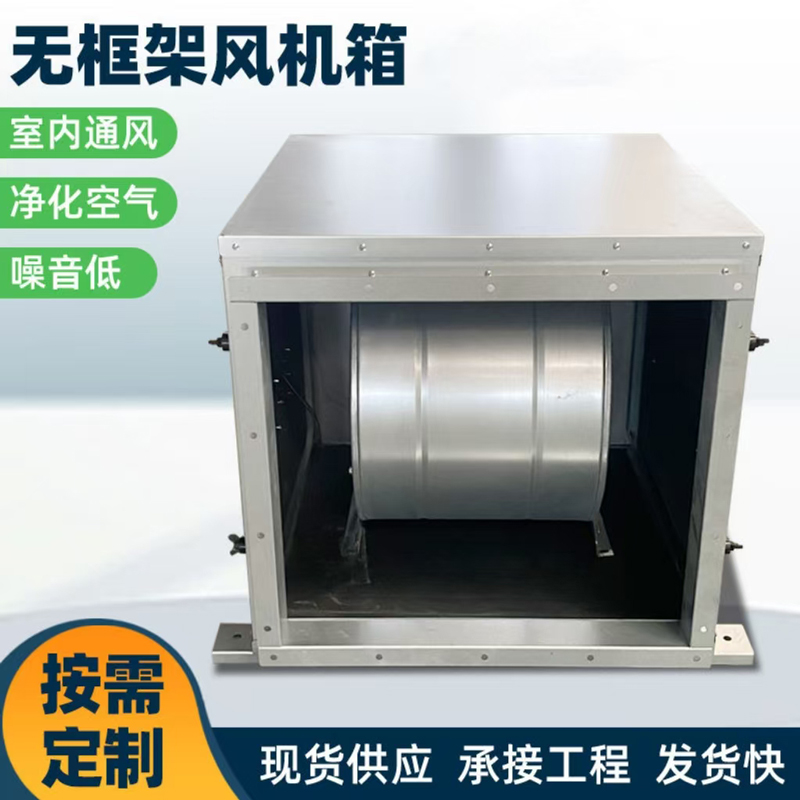
 Приточно-вытяжные установки
Приточно-вытяжные установки -
 Вентиляторы осевые пожарные
Вентиляторы осевые пожарные -
 Отводы
Отводы -
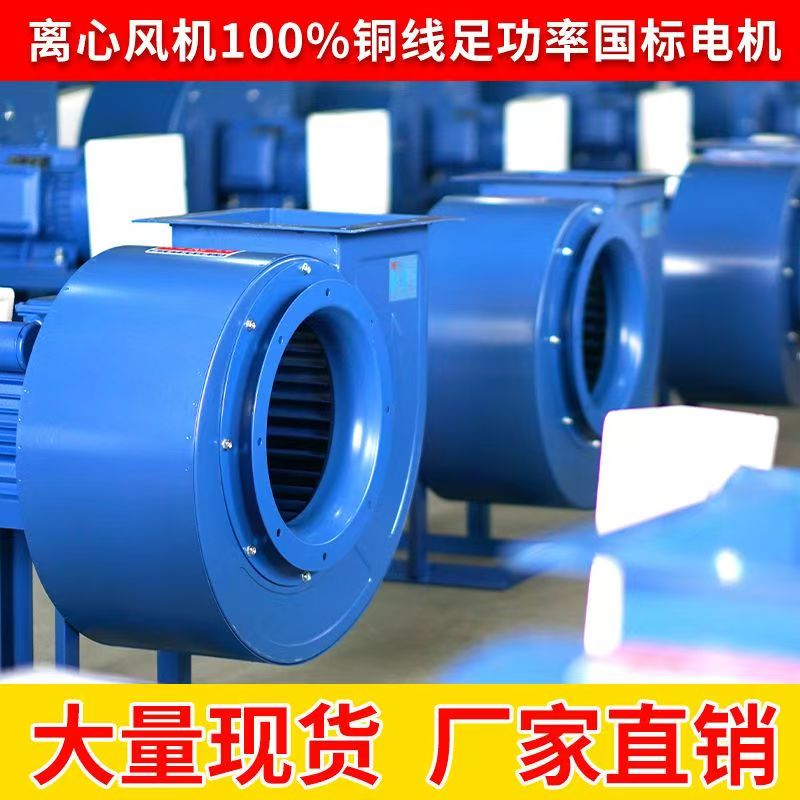
 Осевые вентиляторы
Осевые вентиляторы -
 Вихревые диффузоры
Вихревые диффузоры -
 Квадратные диффузоры
Квадратные диффузоры -
 Однослойные жалюзийные вытяжки
Однослойные жалюзийные вытяжки -
 Боковые сливные воронки из нержавеющей стали
Боковые сливные воронки из нержавеющей стали -
 Уголки для вентиляции
Уголки для вентиляции
Связанный поиск
Связанный поиск- железо оцинкованное 0.5
- Цены на тройники вентиляционные 110х55 из Китая
- Открываемые решетки для вентиляции
- Поставщики китайских осевых канальных вентиляторов 06 300
- Производители противопожарных клапанов 280 градусов в Китае
- воздуховод прямоугольный цена
- Цена прямоугольных вытяжных воздуховодов в Китае
- Поставщики круглых воздуховодов d100 мм из Китая
- Лучшие покупатели квадратных воздуховодов из Китая
- осевой вентилятор 300