








Пластина из сплава
Когда говорят ?пластина из сплава?, многие сразу представляют себе ровный, блестящий лист, который привезли, раскроили — и готово. На деле, это первая и самая частая ошибка. Материал — это только полдела. Если взять, к примеру, нержавеющую сталь AISI 304 для воздуховодов, то ключевой момент — это не марка сама по себе, а состояние поставки. Отжиг, твердость, внутренние напряжения после прокатки. Бывало, получали партию, вроде бы всё по сертификату, но при гибке на вальцах по радиусу появлялись микротрещины. Не сразу, а после сварного шва. Ищешь причину — а она в истории самого листа, в том, как его охлаждали на заводе-изготовителе. Поэтому для нас в ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия выбор пластины из сплава начинается не с прайса, а с технического диалога с металлобазами и даже напрямую с производителями. Нужно понимать, для какого именно участка системы вентиляции он пойдет: для вытяжки над плитой с агрессивной средой или для магистрального канала с высоким статическим давлением. Толщина, предел текучести, коррозионная стойкость — это всё вторичные параметры, которые вытекают из первичного вопроса: какие нагрузки и среды он будет ?видеть? в течение 15-20 лет.
От склада до раскроя: где кроются незаметные потери
Допустим, материал выбран. Его привозят на склад, тот самый, что в Сарае № 12 в оптовом городе строительных материалов Луси. Здесь первая практическая точка контроля — разгрузка и складирование. Казалось бы, ерунда. Но если листы нержавейки положить прямо на обычные стальные подкладки, может возникнуть контактная коррозия. Появятся рыжие пятна, точки, которые потом не выведешь. Приходилось объяснять логистическим партнерам, что даже стропы должны быть с защитными чехлами. Мелочь? На этапе покраски или полировки готового воздуховода эти ?мелочи? вылезут в виде брака и переделок.
Раскрой. Часто думают, что главное — минимизировать отход. Это важно, но не первостепенно. Первостепенно — направление прокатки листа. Если резать и гнуть ?поперек? волокон, можно получить неравномерную деформацию кромки. Особенно это критично для тонких листов (0.8-1.2 мм), которые идут на сложные фасонные части — тройники, отводы. На нашем сайте cx-tongfeng.ru мы показываем аккуратные изделия, но за каждой такой деталью стоит решение раскройщика: как расположить лекало на листе. Иногда лучше потратить на 3-5% материала больше, но гарантировать, что отвод не поведет после сварки.
И вот еще нюанс из практики. Зимой, когда в цехе прохладно, пластина из сплава (особенно алюминиевая или оцинкованная) приходит с улицы. Резать её сразу нельзя — нужно дать отлежаться, выровнять температуру. Иначе рез получается с заусенцами, кромка ?рвется?. Это не по ГОСТу проверишь, это на глаз и на ощупь приходит с опытом. Мастер смотрит на стружку при плазменной резке — она должна быть однородной. Если нет — стоп, ищем причину. Может, и не в температуре дело, а в износе сопла резака или влажности сжатого воздуха.
Сварка и соединение: теория против реальных швов
Переходим к сварке. Для воздуховодов из нержавеющей стали это отдельная песня. Берёшь стандартную пластину из сплава AISI 316L для химических лабораторий. По книжкам, вари аргоном, и всё будет хорошо. Но на практике, если не выдержать режим (силу тока, скорость, количество проходов), в зоне термического влияния происходит ?обеднение? хромом. Сплав теряет главное антикоррозионное свойство. Шов внешне красивый, ровный, а через полгода эксплуатации вокруг него появляется паутинка рыжих подтёков — это и есть межкристаллитная коррозия.
Мы в ЧанСян через это проходили. Делали партию вытяжных зонтов для пищевого комбината. Сварщик был опытный, но работал в основном с черным металлом. На нержавейке он, стараясь сделать шов потолще и надежнее, перегрел металл. Контроль показал отсутствие дефектов, но мы, уже наученные горьким опытом, вырезали образец и отдали в лабораторию на металлографический анализ. Подтвердилось — карбиды хрома выпали по границам зёрен. Всю партию пришлось переделывать. С тех пор для ответственных объектов внедрили выборочный контроль швов не только визуальный, но и твердомером и даже реактивами-индикаторами.
А с оцинкованными листами другая история. Их вообще не рекомендуется варить классическими методами — цинк выгорает, выделяет ядовитые пары, а место соединения становится уязвимым. Поэтому для воздуховодов из оцинкованной стали мы используем преимущественно фальцевые и ниппельные соединения. Но иногда без сварки не обойтись, например, при креплении фланцев. Тогда приходится применять специальные электроды с низкой температурой плавления или технологию пайки. Это медленнее и дороже, но сохраняет защитный слой. Клиенты не всегда понимают, почему цена на ?простой оцинкованный воздуховод? может отличаться в полтора раза. А причина часто именно в этих технологических тонкостях соединения.
Гибка и формовка: когда геометрия важнее калькуляции
Вентиляция — это не только прямые трубы. Это отводы под 30, 45, 90 градусов, утки, зонты. Геометрия должна быть идеальной, иначе нарушается аэродинамика, появляются свисты, падает давление. И здесь пластина из сплава показывает свой характер. Алюминиево-магниевый сплав, например, отлично тянется, но может ?пружинить? — после гибки немного возвращаться к исходной форме. Значит, на вальцах или листогибе нужно давать небольшой ?перегиб? с расчетом на этот возврат. Какой именно? Никакая формула не даст точный ответ, только опыт и пробные гибки на обрезках из той же партии.
Был случай, когда делали большой радиусный отвод из нержавейки толщиной 1.5 мм для вытяжки в цехе. Рассчитали всё, сделали. А при монтаже выяснилось, что фланцы не стыкуются — плоскость перекосило. Оказалось, при гибке на длинном листе (около 3 метров) внутренние напряжения распределились неравномерно, и его ?повело? винтом. Пришлось резать по шву и переваривать уже на объекте, с подгонкой по месту. Потеряли время, деньги, репутацию. Теперь для длинномерных гнутых деталей мы всегда закладываем этап предварительной ?правки? на плите, даже если чертеж этого не требует.
Или взять фасонные части из оцинковки. При резком изгибе на кромке может отслоиться цинковое покрытие. Голый металл — будущее ржавое пятно. Поэтому для сложных элементов мы иногда используем не просто лист, а катанный профиль или переходим на сборные конструкции из нескольких сегментов. Это увеличивает количество швов, но сохраняет защиту. Выбор всегда — меньшее из зол. И это решение принимает технолог на месте, глядя на конкретный лист и чертеж.
Защита и финиш: то, что видят не все, но чувствуют все
Готовый воздуховод. Кажется, что работа с пластиной из сплава завершена. Ан нет. Финишная обработка — это то, что определяет долговечность и эстетику. Для нержавейки — это полировка или пассивация. Полировка не просто для блеска. Гладкая поверхность меньше ?цепляет? пыль, жир, её легче мыть. Но если перегреть при полировке лепестковым кругом, опять можно нарушить структуру поверхностного слоя. Пассивация кислотой — обязательный этап после сварки или механической обработки. Она удаляет свободное железо с поверхности и восстанавливает оксидную пленку. Без этого даже качественная нержавейка может начать ржаветь.
Для оцинкованных воздуховодов важна защита срезов и мест, где цинк поврежден. Мы используем специальные составы на основе цинка в аэрозолях — так называемые ?цинковые карандаши?. Но и тут есть подвох. Если нанести состав на плохо обезжиренную поверхность, он отслоится через месяц. Контроль — простой, но обязательный этап. Маляр, прежде чем красить или обрабатывать стык, должен протереть его растворителем. Казалось бы, элементарно. Но в потоке, при сдаче срочного заказа, такие этапы любят пропускать. Поэтому технолог обязан выборочно проверять не только готовые изделия на складе в Фэйчэне, но и процесс на этапах.
И последнее — маркировка и упаковка. Даже идеально сделанный воздуховод из отличного сплава можно убить при транспортировке. Если положить тяжелые черные металлоконструкции прямо на полированную нержавейку, останутся вмятины и царапины. Мы используем прокладки из картона и стретч-пленку. И всегда маркируем детали не мелом, который трудно стереть, а специальными маркерами для металла. Это тоже часть уважения к материалу, с которого всё начиналось — к той самой пластине из сплава, которая приехала на склад как полуфабрикат, а уезжает на объект как ключевая часть инженерной системы.
Вместо заключения: материал — это только начало диалога
Так что, если резюмировать мой опыт... резюмировать-то и не получается. Потому что каждая новая задача, каждый новый объект — это новый диалог с материалом. Нельзя один раз выучить свойства AISI 304 и на этом успокоиться. Нужно постоянно спрашивать: а как эта конкретная парция поведет себя при нашей влажности в цехе? А как отреагирует на вибрации от вентилятора? Компания ООО Шаньдун ЧанСян занимается обработкой листового железа и нержавеющей стали не первый год, и главный вывод — что нет мелочей. От адреса на складе до финальной упаковки — всё это единая цепь, где пластина из сплава является главным, но не единственным героем.
Часто звонят клиенты, спрашивают: ?У вас есть воздуховоды из нержавейки?? — ?Есть?. — ?А цена?? И вот тут начинается настоящий разговор. Потому что цена зависит не от наличия листа на складе, а от ответов на десяток других вопросов: сечение, конфигурация, среда, давление, требования к чистоте шва, сроки. И в этом диалоге наша задача — перевести запрос клиента на язык технологических возможностей и ограничений того самого сплава. Иногда приходится отговаривать от избыточных решений, иногда — настаивать на более дорогом материале. Это и есть работа, которая не заканчивается никогда.
Поэтому, когда я смотрю на паллеты с листами на нашем производстве в Тайане, я вижу не просто металл. Я вижу будущие системы, которые будут работать (или не работать) десятилетиями. И ответственность за это лежит не на абстрактном ?заводе-изготовителе пластины?, а на нас — на тех, кто взял этот лист в работу, кто его резал, гнул, варил и доводил до ума. И это, пожалуй, самое важное понимание в нашей профессии.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Вихревые диффузоры
Вихревые диффузоры -
 Круглые прямые воздуховоды
Круглые прямые воздуховоды -
 Приточно-вытяжные установки
Приточно-вытяжные установки -
 Сопловые диффузоры
Сопловые диффузоры -
 Открываемые решетки для вентиляции
Открываемые решетки для вентиляции -
 Боковые сливные воронки из нержавеющей стали
Боковые сливные воронки из нержавеющей стали -
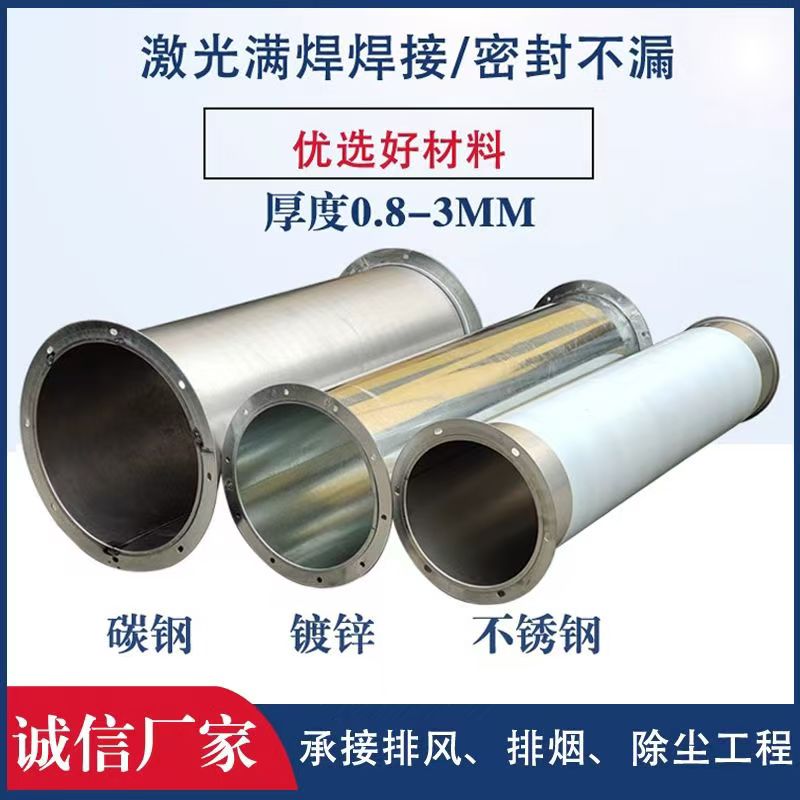
 Круглые трубы из оцинкованной нержавеющей стали
Круглые трубы из оцинкованной нержавеющей стали -
 Вентиляторы центробежные кухонные
Вентиляторы центробежные кухонные -
 Коллекторы для вентиляции
Коллекторы для вентиляции -
 Крышки дымохода
Крышки дымохода -
 Вентиляционные тройники
Вентиляционные тройники -
 Отводы
Отводы
Связанный поиск
Связанный поиск- Лучшие страны-поставщики осевых канальных вытяжных вентиляторов 6 из Китая
- Лучшие покупатели круглый воздуховод диаметр в Китае
- Поставщики квадратных диффузоров из Китая
- вентилятор осевой 3
- Осевого вентилятора
- Производители облицовочных листов из Китая
- Лучшие страны для круглых вытяжных воздуховодов - Китай
- Квадратные воздуховоды
- изготовление оцинкованного железа
- Лучшие покупатели угловых площадок из Китая