








Отводы
Когда говорят про отводы, многие сразу представляют себе просто согнутый кусок трубы. Ну, угол там, радиус… Что сложного? На деле же, если копнуть вглубь, особенно в вентиляционных и промышленных системах, это один из самых критичных узлов. Именно на отводах чаще всего начинаются проблемы — срыв потока, вибрации, ускоренный износ. И главная ошибка, которую я постоянно вижу — это отношение к ним как к второстепенной детали, ?фитингу?. Отсюда и берутся все беды.
Геометрия — это всё
Первый и самый болезненный урок. Заказываешь по спецификации ?отвод 90 градусов, R=1.5D?. Вроде всё ясно. Привозят, монтируем — а система гудит, как сирена. Начинаем разбираться. Оказалось, что радиус был от центральной оси, а не от внутренней кромки, как предполагал проектировщик. Разница в пару сантиметров, а аэродинамика полетела. Теперь всегда уточняю: по какой линии считается радиус? И для воздуховодов из листовой стали, и для нержавейки это принципиально.
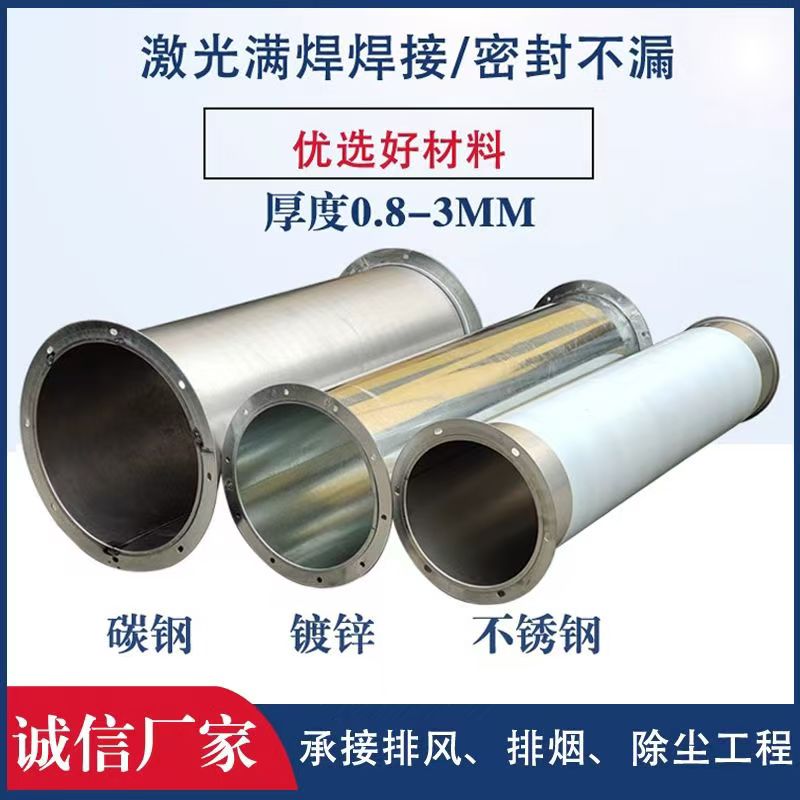
Ещё момент — количество секций. Гнутый отвод из цельного листа — это красиво и для некоторых сред оптимально. Но для высокоскоростных потоков с частицами лучше сегментный, из ?лепестков?. Больше сварочных швов, да, но поток дробится и меньше истирает стенку на изгибе. Видел, как на мукомольном производстве цельнотянутый отвод из обычной стали за сезон ?просвечивался? песком, а собранный из сегментов — держался. Но тут уже вопрос к материалу.
Кстати, о материалах. В отводах из нержавеющей стали AISI 304 и AISI 316 есть своя тонкость. Казалось бы, коррозионная стойкость — и всё. Но при гибке на вальцах может происходить наклёп, изменение структуры. Особенно в средах с хлоридами это потом может аукнуться точечной коррозией именно в зоне деформации. Поэтому для агрессивных сред иногда надёжнее не гнуть, а сваривать из готовых колен. Дороже, но спокойнее.
Стыковка и монтажные головные боли
Идеальный отвод, сделанный в цеху, — это полдела. Его ещё нужно правильно ?вписать? в систему. Самый частый косяк на монтаже — это несоосность. Фланец отвода приварен под идеальным углом, но при стыковке с прямым участком оказывается, что отверстия под болты не совпадают. Монтажники начинают ?дотягивать? болтами, создавая механическое напряжение. Через полгода эксплуатации на сварном шве фланца появляются трещины. Видел такое на объекте с вытяжкой горячих паров. Пришлось резать и переваривать на месте.
Отсюда вывод, который мы для себя сделали: критически важно, чтобы производство отводов и прямых участков было у одной компании, по единым лекалам. Вот, например, когда работаешь с ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия, у них это отлажено. Заказываешь комплект — воздуховоды, отводы, тройники — всё стыкуется без подгонки. Адрес-то у них в Китае, в провинции Шаньдун, но оснастка и контроль геометрии на уровне. Это снимает кучу проблем на объекте.
Ещё одна практическая деталь — вес. Крупный отвод для магистрального воздуховода, особенно из толстостенной стали, — это монстр. И точка крепления должна быть не на нём самом, а на прямом участке до или после. Иначе под весом со временем происходит просадка, нарушается уклон, в низшей точке скапливается конденсат или абразив. Приходится ставить дополнительные опоры, чего в проекте часто нет.
Специфические среды и неудачи
Расскажу про один наш провальный случай. Делали вытяжку в химической лаборатории. Среду описали как ?слабые кислотные пары?. Заказали отводы из нержавеющей стали 304. Смонтировали — красота. Через три месяца звонок: в местах изгибов, с внешней стороны, рыжие потёки. Приехали. Оказалось, что снаружи по коробу шёл трубопровод с хладагентом, была постоянная конденсация влаги на холодной поверхности отвода. А в атмосфере лаборатории присутствовали следы хлора. Получился классический случай щелевой коррозии снаружи, не внутри! Кто бы мог подумать? Пришлось менять на отводы из 316 стали и делать внешнюю изоляцию. Урок: среда — это не только то, что *внутри* трубы.
Для вытяжек горячего воздуха, скажем, от печей, важен ещё и температурное расширение. Жёстко закреплённый отвод может ?вырвать? из креплений. Тут иногда нужно предусматривать сильфонные компенсаторы или, как минимум, правильные салазки для крепления, чтобы была возможность смещения. Про это часто забывают.
И да, про чистку. Гладкий, гнутый отвод с большим радиусом чистить легко. А вот сегментный, с внутренними швами, — это пылесборник. Если среда пыльная, то нужно либо закладывать ревизионные люки (что сложно на изгибе), либо мириться с падением производительности со временем. Это всегда компромисс.
Выбор поставщика и контроль
Раньше мы брали отводы, где подешевле. Перестали после нескольких инцидентов. Сейчас смотрим в первую очередь на технологическую дисциплину поставщика. Важно, чтобы был чёткий контроль геометрии — не на глазок, а по шаблонам. Чтобы сварные швы, если они есть, были проварены и зачищены изнутри. Для ответственных систем просим паспорта на материал.
В этом плане, возвращаясь к ООО Шаньдун ЧанСян, они выкладывают на свой сайт cx-tongfeng.ru довольно много технических фото и видео именно процесса гибки и сборки. Видно, что в цеху порядок, станки с ЧПУ. Это не гарантия, но уже доверие вызывает. Плюс они специализируются именно на воздуховодах и их компонентах, а не на всём подряд. Это всегда плюс.
И последнее — никогда не принимай отводы без визуального осмотра кромок. Особенно тонкостенные. На вальцах иногда бывает ?зализывание? кромки, образуется микронаплыв. Он создаёт свист и турбулентность. Лучше сразу поправить напильником на месте, чем потом лезть в смонтированную систему.
Вместо заключения: мысль вслух
Так что, отвод — это далеко не мелочь. Это узел, где физика потока меняется, где концентрируются нагрузки. К нему нужно относиться с уважением. Подходить не формально — ?две штуки, 90 градусов?, а думать: а что по нему пойдёт? С какой скоростью? Как он будет нагреваться или охлаждаться? Как его будут чистить?
Опыт, в основном, набивается шишками. Как тот случай с внешней коррозией. Но лучше учиться на чужих. Надеюсь, эти заметки хоть немного помогут не наступать на те же грабли. Главное — не считать эту деталь простой. Когда начинаешь вникать в детали, работа сразу становится и сложнее, и интереснее. И системы работают дольше.
А если сомневаешься в параметрах — бери с запасом. Больший радиус, более стойкий материал. Чаще всего это окупается. Экономия на отводах — самая ложная экономия в проекте. Проверено.
Соответствующая продукция
Соответствующая продукция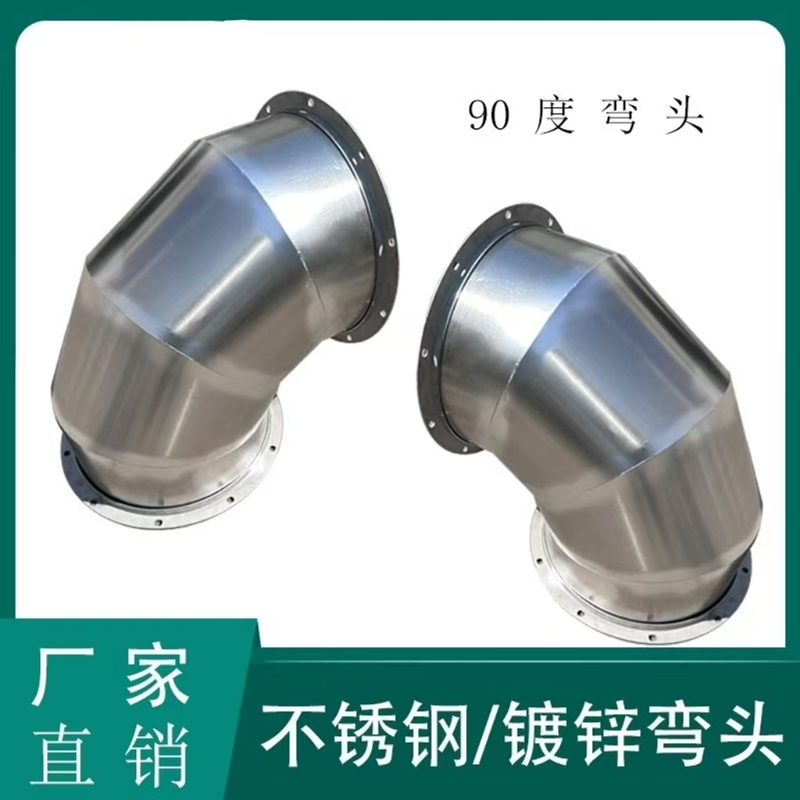


Самые продаваемые продукты
Самые продаваемые продукты-
 Крышки дымохода
Крышки дымохода -
 Гибкие вставки
Гибкие вставки -
 Круглые прямые воздуховоды
Круглые прямые воздуховоды -
 Круглые трубы из оцинкованной нержавеющей стали
Круглые трубы из оцинкованной нержавеющей стали -
 Горизонтальные скрытые вентиляторы
Горизонтальные скрытые вентиляторы -
 Коллекторы для вентиляции
Коллекторы для вентиляции -
 Вентиляционные четверники
Вентиляционные четверники -
 Квадратные диффузоры
Квадратные диффузоры -
 Двойные решетки для вентиляции
Двойные решетки для вентиляции -
 Шинорейки для вентиляции
Шинорейки для вентиляции -
 Переходники для вентиляции с квадрата на круг
Переходники для вентиляции с квадрата на круг -
 Вихревые диффузоры
Вихревые диффузоры
Связанный поиск
Связанный поиск- Гибкие вставки
- воздуховоды прямоугольные из оцинкованной стали
- Китайский производитель наклонных вентиляционных тройников
- Китайские квадратные вытяжные воздуховоды цены
- вентилятор осевой промышленный
- Цены на тройники вентиляционные 100 мм в Китае
- Поставщики круглых тройников воздуховодов из Китая
- Китай производитель круглых воздуховодов 200
- Производители квадратных гибких воздуховодов из Китая
- Поставщики Вентиляционные тройники 150 из Китая