








лист металлический 1 мм
Когда слышишь ?лист металлический 1 мм?, первое, что приходит в голову — стандартная тонкая сталь, почти жесть. Но на практике эта единица измерения — целый мир нюансов, где разница в сотые доли миллиметра может обернуться браком в вентиляционном коробе или лишними тоннами металла на складе. Многие, особенно на старте, думают, что 1 мм — он и в Африке 1 мм, заказывают по прайсу, а потом удивляются, почему готовый воздуховод ?играет? или фланец не стыкуется. Тут дело не только в толщине, а в том, что скрывается за ней: марка стали, предел прочности, состояние поверхности после резки и, конечно, допустимые отклонения по ГОСТу или ТУ. Я сам на этом обжигался, когда лет десять назад принимал партию для вытяжки на пищевом производстве — вроде бы всё по спецификации, но при гибке на ребре жесткости пошли микротрещины. Оказалось, поставщик сэкономил на химическом составе, и металл вышел более хрупким. С тех пор для ответственных объектов, особенно где нужна антикоррозийная стойкость, мы часто смотрим в сторону нержавеющих марок, но и там с толщиной свои заморочки.
От склада до станка: что значит ?правильный? лист
Итак, берём условный лист металлический 1 мм. Идеально, если он приходит в защитной плёнке или смазке, без окалины и вмятин по кромкам. Но жизнь обычно иная: погрузчиком зацепили, при транспортировке влага попала — и вот уже на поверхности лёгкая ржавчина. Для некоторых работ это не критично, её можно зачистить, но если речь о воздуховодах из нержавеющей стали для агрессивных сред, любой намёк на коррозию — брак. Мы как-то получили партию, где отклонение по толщине было в минус — 0,92-0,95 мм в разных точках. Визуально не отличишь, рука не почувствует, но при прокатке на вальцах лист начинал ?плыть?, профиль получался неровным. Пришлось пустить тот металл на менее ответственные детали — дополнительные косынки, крепёжные планки. Потеря времени и денег.
Ещё один момент — геометрия. Казалось бы, лист как лист, прямоугольник. Но если он кривой, с ?пропеллером?, то при раскрое на плазменном столе или лазере увеличивается процент отходов. Резать приходится с большими припусками, а это перерасход. Особенно чувствительно это при работе с дорогим металлом, тем же оцинкованным или нержавеющим. Поэтому сейчас мы стараемся закупать у проверенных производителей, которые дают реальные сертификаты с указанием не только толщины, но и предела текучести, разнотолщинности. Кстати, для вентиляционных систем часто используют оцинковку, но её толщина 1 мм — это уже серьёзная конструкция, для магистральных каналов большого сечения. Для ответвлений или гибких вставок идут тоньше.
Работая с воздуховодами, постоянно сталкиваешься с тем, что проектировщики в спецификациях пишут ?лист стальной 1 мм?, а дальше — тишина. Какая сталь? Холоднокатаная или горячекатаная? Первая даёт более чистую поверхность и точные размеры, вторая часто дешевле, но может иметь окалину и больший допуск. Для фасонных элементов — отводов, тройников — лучше холоднокатка, она лучше тянется и сохраняет форму при штамповке. Горячекатаный лист металлический 1 мм может пойти на прямые участки коробов, где не требуется сложная деформация. Но это общее правило, всегда нужно смотреть на конкретную задачу. У нас на производстве был случай, когда для большого противодымного клапана нужна была особая жаропрочная сталь толщиной ровно 1 мм — искали по заводам, в итоге нашли подходящий вариант, но пришлось ждать отгрузку почти месяц.
Резка, гибка и сварка: где тонко, там и рвётся
Переходим к обработке. Лист металлический 1 мм — материал достаточно тонкий, чтобы его можно было резать лазером или плазмой с высокой скоростью, но достаточно толстый, чтобы требовать внимания к краю реза. Если режимы подобраны неправильно, край получается с наплывами, окалиной или, наоборот, подплавленный. Для сварки потом это проблема — нужно зачищать, иначе шов будет негерметичным. Мы для воздуховодов из листового железа часто используем плазменную резку, она даёт приемлемый край для последующей сварки. Но для нержавейки предпочтительнее лазер — меньше зона термического влияния, меньше риск коробления.
Гибка — отдельная история. На листогибе 1 мм гнётся, в принципе, легко. Но радиус гиба имеет значение. Если сделать слишком маленький, на внешней поверхности может появиться трещина, особенно если металл не очень пластичный. А если слишком большой — фланец получится слабым, будет ?дышать? под нагрузкой. Для стандартных вентиляционных коробов мы обычно используем радиус, равный толщине листа или чуть больше. Но вот для шумоглушителей или огнезадерживающих клапанов, которые делаем по техзаданиям, иногда требуется специфический профиль. Тут без пробного гиба не обойтись — берём обрезок, гнём, смотрим. Бывало, что металл, заявленный как 1 мм, после гиба ?пружинил? и угол получался не 90, а 87 градусов. Приходилось компенсировать настройками станка.
Сварка тонкого металла — это высший пилотаж. Тут легко прожечь насквозь, особенно аргоном. Нужен опытный сварщик, который чувствует материал. Для воздуховодов из нержавеющей стали мы используем аргонодуговую сварку, шов потом зачищаем до гладкости, чтобы не было турбулентностей потока воздуха. А для обычных черновых воздуховодов из оцинковки иногда и контактная сварка подходит, но она не даёт такой герметичности. Главное — после сварки проверить швы на просвет, особенно в углах. Утечка в системе вентиляции — это потеря эффективности и лишний шум.
Практика и кейсы: от теории к цеху
Расскажу про один проект, где лист металлический 1 мм стал ключевым. Делали вытяжную систему для цеха химической обработки поверхностей. Среда агрессивная, пары кислот. Проектом была предусмотрена нержавеющая сталь AISI 304 толщиной 1 мм. Казалось, всё просто. Но при монтаже выяснилось, что многие отводы и переходы, сделанные на стороне по нашим чертежам, имеют меньшую толщину в зоне гиба — металл ?утоньшился? в процессе деформации. В итоге в самых нагруженных местах фактическая толщина была около 0,7-0,8 мм. Риск коррозии и прогорания повышался. Пришлось усиливать эти узлы дополнительными накладками, что увеличило стоимость и сроки. Вывод: при расчёте ресурса нужно закладывать не номинальную толщину, а минимальную после всех операций.
Другой пример — производство прямоугольных воздуховодов большого сечения для торгового центра. Там использовалась оцинкованная сталь 1 мм. Проблема возникла на этапе сборки секций длиной по 4 метра. Под собственным весом и вибрацией плоские стенки короба начинали резонировать, издавая гул. Пришлось добавлять внутренние рёбра жёсткости из того же материала, что увеличило трудоёмкость. Сейчас для таких случаев мы иногда рассматриваем вариант с перфорированным листом той же толщины для части панелей — это снижает шум, но требует более сложных расчётов прочности.
В контексте компании, которая занимается такими задачами ежедневно, как ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия, подобные нюансы — это хлеб насущный. Специализация на воздуховодах из листового железа и нержавеющей стали подразумевает глубокое понимание материала. На их сайте https://www.cx-tongfeng.ru можно увидеть, что компания базируется в промышленном регионе Шаньдун, что часто означает прямой доступ к металлопрокату и отработанные логистические цепочки. Это важно, потому что работа с тонколистовым металлом — это не только цех, но и умение выстроить снабжение, чтобы металл 1 мм был нужной марки, в нужном количестве и без долгого ожидания. Адрес в Фэйчэне, в оптовом городе строительных материалов, тоже говорит о многом — вероятно, там сконцентрированы поставщики и подрядчики, что упрощает контроль качества на входе.
Ошибки, которые лучше не повторять
Одна из самых распространённых ошибок — экономия на материале. Заказчик хочет дешевле, и некоторые подрядчики идут на хитрость: используют лист 0,9 мм, выдавая его за 1 мм. Разница в весе и цене есть, но для системы под давлением это может быть критично. Мы всегда настаиваем на входном контроле толщины микрометром в нескольких точках, особенно если металл идёт от нового поставщика. Ещё один грабли — хранение. Оцинкованный лист 1 мм, сложенный под открытым небом, даже будучи упакованным в паллету, может отпотевать внутри. А конденсат между листами — это очаги белой ржавчины. Потом при раскрое видишь неприятные пятна.
Недооценка усадочных деформаций после сварки. Сварил два листа встык — кажется, всё ровно. Но после остывания шов ?тянет? металл, появляется напряжение, и вся панель может выгнуться пропеллером. Для больших панелей воздуховодов это катастрофа. Поэтому технологию сварки нужно разрабатывать с учётом этого, варить прерывистым швом, в шахматном порядке, использовать прихватки и жёсткую оснастку. Это приходит с опытом, часто горьким. Помню, как переделывали целую партию глушителей шума из-за того, что после сварки короб стал похож на скрученную конфету.
И последнее — игнорирование состояния кромки после резки. Острая, необработанная кромка у листа 1 мм — это порезы на руках монтажников и риск повреждения уплотнителей при сборке фланцев. Казалось бы, мелочь. Но на объекте из-за таких мелочей растут простои. Поэтому сейчас мы либо заказываем резку с последующей фрезеровкой кромки (если позволяет бюджет), либо обязательно проводим ручную зачистку облоя. Это добавляет время к операции, но в итоге экономит нервы на сборке.
Вместо заключения: мысль вдогонку
Так что, возвращаясь к началу. Лист металлический 1 мм — это не абстракция, а конкретный материал со своим характером. Его поведение в процессе обработки и в готовом изделии зависит от кучи факторов: от химии стали до мастерства оператора на гибочном станке. Для таких компаний, как ООО Шаньдун ЧанСян, которые, судя по описанию, сфокусированы на инженерии вентиляции и защите окружающей среды, понимание этих деталей — это и есть основа качества. Ведь воздуховод — это не просто труба для воздуха, это элемент системы, от которой зависит микроклимат, безопасность, энергоэффективность. И всё это начинается с выбора правильного листа на складе. Не того, что просто подписан ?1 мм?, а того, который после всех испытаний и обработок выполнит свою функцию на все сто. И это, пожалуй, главный профессиональный принцип, который сложно найти в ГОСТе, но который чувствуешь кожей после нескольких лет в цеху.
Соответствующая продукция
Соответствующая продукция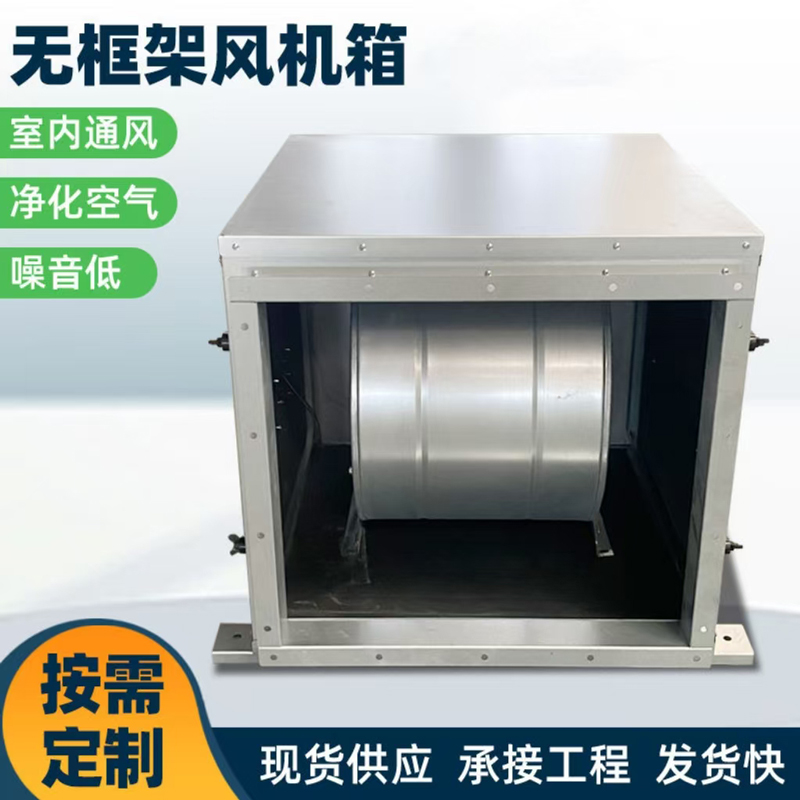


Самые продаваемые продукты
Самые продаваемые продукты-
 Вентиляционные тройники
Вентиляционные тройники -
 Гибкие вставки
Гибкие вставки -
 Противопожарные клапаны 280 градусов
Противопожарные клапаны 280 градусов -
 Уголки для вентиляции
Уголки для вентиляции -
 Коллекторы для вентиляции
Коллекторы для вентиляции -
 Противопожарные клапаны 70 градусов
Противопожарные клапаны 70 градусов -
 Круглые прямые воздуховоды
Круглые прямые воздуховоды -
 Вентиляторы осевые пожарные
Вентиляторы осевые пожарные -
 Обратные противопожарные клапаны
Обратные противопожарные клапаны -
 Дождезащитные вентиляционные решетки
Дождезащитные вентиляционные решетки -
 Квадратные диффузоры
Квадратные диффузоры -
 Переходники для вентиляции с квадрата на круг
Переходники для вентиляции с квадрата на круг
Связанный поиск
Связанный поиск- Цена на оцинкованное железо 0.5 в Китае
- воздуховоды вентиляционные прямоугольные
- Лучшие покупатели Вентиляционные тройники с выпускным клапаном из Китая
- Поставщики прямоугольных воздуховодов 200 из Китая
- Цена квадратного воздуховода из оцинкованной стали в Китае
- Китайский производитель квадратных воздуховодов 100
- Производители осевых вытяжных вентиляторов 100 в Китае
- Китай диагональные вентиляционные тройники цена
- Лучшие покупатели осевой вентилятор 220v из Китая
- Цена квадратных металлических воздуховодов в Китае