








круглые воздуховоды из стали
Когда говорят про круглые воздуховоды из стали, многие сразу представляют себе идеальную цилиндрическую трубу, которая как с картинки. На деле же, основная сложность и ценность кроется не в самой геометрии, а в том, как эта геометрия достигается и что происходит с металлом в процессе. Часто заказчики, да и некоторые проектировщики, фокусируются только на диаметре и толщине стали, упуская из виду качество шва, способ вальцовки и, что критично, подготовку кромки перед сваркой или замковым соединением. Это не просто трубы — это инженерные изделия, от которых зависит не только движение воздуха, но и долговечность всей системы, уровень шума, энергоэффективность. Вспоминаю, как на одном из объектов в Подмосковье пришлось демонтировать уже смонтированный участок — заказчик сэкономил, купив воздуховоды с некачественным проваром продольного шва. Через полгода эксплуатации на слабом участке пошла коррозия, появилась течь конденсата. И это при том, что по паспорту толщина и марка стали были в норме. Вот о таких нюансах, которые не в ГОСТе, а в практике, и хочется порассуждать.
От листа до трубы: где кроется ?дьявол?
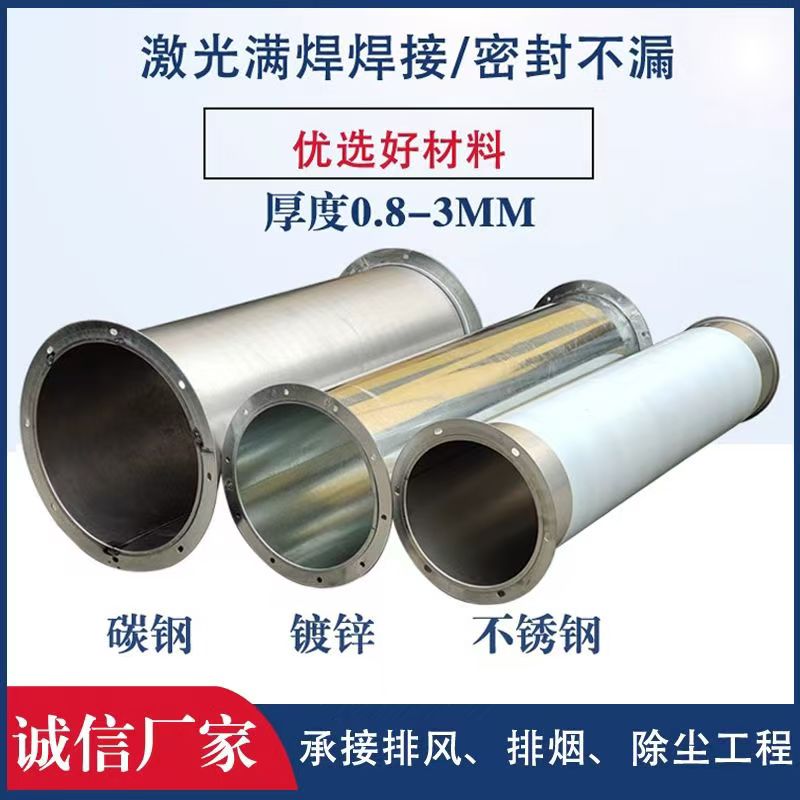
Исходный материал — это, конечно, рулонная или листовая сталь. Но если для прямоугольных воздуховодов часто идёт просто резка и гибка, то для круглых ключевой этап — формовка. Есть два основных пути: спирально-навивной метод и прямошовная вальцовка. Спирально-навивные воздуховоды, которые многие считают более технологичными, на самом деле имеют своё узкое применение. Их прочность хороша за счёт спирального шва, но если нужен действительно жёсткий участок для ответвления или прохода через конструкцию, часто требуется дополнительное усиление. Прямошовные, которые мы, например, в основном производим на площадке в Фэйчэне, дают больше контроля над качеством основного продольного шва. Здесь всё упирается в оборудование. Старая вальцовка может давать едва заметную ?восьмёрку? или овальность, которая потом аукнется при стыковке фланцами или ниппельным соединением. Приходится постоянно контролировать калибровку.
А вот с толщиной стали часто перестраховываются. Видел проекты, где для обычной вентиляции офиса закладывали круглые воздуховоды из стали толщиной 1.2 мм, хотя по расчёту давления и диаметра хватило бы и 0.9 мм. Перерасход и по весу, и по стоимости. Но с другой стороны, бывает и наоборот — пытаются сэкономить, используя 0.7 мм для участков с высокой вибрацией от вентилятора. Это прямая дорога к гулу и дребезжанию. Нужно чувствовать систему. У нас в компании ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия был кейс, когда для пищевого производства подбирали решение: нужна была стойкость к периодической мойке. Остановились на прямошовных воздуховодах из нержавеющей стали AISI 304 толщиной 1.0 мм с проплавленным аргоном швом и полировкой внутренней поверхности — чтобы меньше задерживалась влага и органические частицы. Это дороже, но для конкретной задачи оказалось единственно верным.
И ещё момент — антикоррозионное покрытие. Оцинковка — это классика, но не панацея. В агрессивных средах (например, некоторые цеха химической промышленности или бассейны) цинковый слой может разрушаться быстрее, чем ожидалось. Иногда эффективнее сразу использовать нержавейку, пусть и дороже. Мы как-то делали расчёт для заказчика: оцинкованная сталь с последующим ремонтом покрытия раз в 3-4 года против воздуховодов из нержавеющей стали. В долгосрочной перспективе лет на 15 разница в стоимости стала не такой существенной. Но это решение нужно принимать индивидуально, общего рецепта нет.
Соединения и монтаж: теория против реальности на объекте
Вот здесь начинается самое интересное. Красивые воздуховоды, привезённые на объект, — это только полдела. Как их состыковать? Фланцевое соединение на болтах считается самым надёжным, но оно ?съедает? пространство, требует точной разметки и много времени. Для круглых сечений часто применяют ниппельное (муфтовое) соединение. Казалось бы, просто и быстро. Но если ниппель сделан с нарушением допусков (чуть больше или меньше внутреннего диаметра основного воздуховода), при монтаже его либо не загонишь, либо соединение будет болтаться. Приходится использовать герметик и бандажные ленты, что уже костыль. Идеальный ниппель должен входить с небольшим усилием и обеспечивать механическую прочность даже без дополнительной фиксации.
Ошибка, которую часто допускают монтажники — игнорирование направления потока воздуха при установке ниппелей. У них должна быть заходная фаска, и ставить нужно именно по ходу воздуха, чтобы минимизировать сопротивление и шум. Видел, как бригада, торопясь, монтировала участок ?как попало?. При пуско-наладке система гудела, как реактивный двигатель. Пришлось переделывать. Это мелочь, которая в проекте не указывается, но в реальности критична.
Ещё одна боль — проходы через строительные конструкции. Проект может идеально рисовать круглое отверстие в перекрытии, но строители часто делают его с отклонениями. Жёсткий стальной круглый воздуховод не простит даже сантиметрового смещения. Поэтому опытные монтажники всегда имеют в запасе гибкие вставки или, что лучше, предварительно согласовывают с строителями монтажные чертежи с точными привязками. А лучше — сами контролируют устройство гильз. Информация об этом есть на нашем сайте cx-tongfeng.ru в разделе с техническими рекомендациями, но мало кто её читает до начала работ.
Изоляция: не только для тепла
Когда речь заходит об изоляции круглых стальных воздуховодов, первая мысль — теплосбережение. Да, для систем приточной вентиляции или кондиционирования это важно, чтобы не образовывался конденсат на внешних стенках. Но есть и другая, не менее важная функция — шумоизоляция. Сталь, особенно тонкая, прекрасный проводник звука. Вибрация от вентилятора по жёсткой конструкции может передаваться на десятки метров. Правильно подобранная и смонтированная изоляция (например, минераловатные цилиндры или вспененный каучук) решает эту проблему.
Но и здесь свои подводные камни. Если изоляцию монтировать на уже смонтированные воздуховоды в труднодоступных местах, качество работы резко падает. Накладываются стыки, появляются мостики холода и звука. Гораздо эффективнее заказывать воздуховоды уже с заводской изоляцией. Мы в своём производстве в Шаньдуне можем отгружать готовые изолированные секции, что сильно ускоряет монтаж и улучшает итоговый результат. Но это требует чётких и детализированных монтажных схем от заказчика, которые есть не всегда.
Был у нас неудачный опыт, когда для объекта в Сочи заказали изоляцию определённой толщины, но не учли высокую влажность в помещении. Со временем минеральная вата стала набирать влагу, терять свойства и провисать. Пришлось усиливать крепление и добавлять пароизоляционный слой. Теперь всегда задаём наводящие вопросы про микроклимат в помещении, даже если заказчик считает это неважным.
Контроль качества: что нельзя измерить линейкой
Приёмка стальных круглых воздуховодов — это не только сверка диаметра и толщины. Есть вещи, которые не всегда попадают в ТУ, но определяют судьбу системы. Первое — это внутренняя поверхность. После сварки или формирования замка внутри могут остаться заусенцы, брызги металла или окалина. Для систем, где важна чистота воздуха (медицина, электроника), это недопустимо. Нужна зачистка и, возможно, промывка. Мы всегда акцентируем на этом внимание, когда обсуждаем техническое задание.
Второе — это покрытие. Толщина цинкового слоя проверяется толщиномером, но равномерность? Бывает, что на рёбрах жёсткости или в зоне шва покрытие тоньше. Это будущие очаги коррозии. Визуальный контроль под хорошим светом иногда выявляет больше, чем прибор. Третье — геометрия торцов. Они должны быть строго перпендикулярны оси воздуховода. Если есть перекос, при соединении получится несоосность, которую потом не исправить.
И главное — тестовые сборки. Для больших и сложных проектов мы всегда рекомендуем заказчику делать предварительную сборку ключевых узлов на земле, ещё до подъёма на этажи. Это позволяет выявить все нестыковки и исправить их в цеху, а не на высоте с болгаркой и сварочным аппаратом. Такая практика сэкономила массу времени и нервов на многих объектах, от логистических центров до лабораторных комплексов.
Эволюция и будущее: простота против сложности
Казалось бы, что может измениться в такой консервативной вещи, как круглый стальной воздуховод? Но изменения есть. Во-первых, материалы. Появляются стали с улучшенными антикоррозионными свойствами (например, с добавлением меди или алюминия в состав цинкового покрытия). Они дороже, но служат дольше в условиях умеренно-агрессивной среды. Во-вторых, технологии соединения. Набирают популярность системы быстрого монтажа с защелкивающимися замками, которые не требуют инструмента. Но их надежность в промышленных системах под большим давлением ещё нужно доказывать временем.
Основной тренд, который я наблюдаю, — это не усложнение, а, наоборот, разумное упрощение. Уход от избыточного запаса прочности к точному расчёту. Использование BIM-моделирования, которое позволяет ещё на стадии проектирования увидеть все коллизии и точно рассчитать длину секций, количество отводов и переходов. Это минимизирует отходы и упрощает монтаж. Наша компания, ООО Шаньдун ЧанСян, сейчас активно работает над интеграцией своих стандартных изделий, включая круглые воздуховоды из стали и воздуховоды из нержавеющей стали, в библиотеки популярных BIM-программ. Это нужно, чтобы проектировщик мог не просто вставить абстрактную трубу, а выбрать конкретное изделие с реальными характеристиками и габаритами.
В итоге, возвращаясь к началу. Круглые воздуховоды из стали — это не просто труба. Это баланс между стоимостью материала, затратами на производство, сложностью монтажа и долгосрочной эксплуатационной надёжностью. Самый дорогой воздуховод — не всегда самый лучший для конкретной задачи. И самый дешёвый почти наверняка окажется самым дорогим в итоге, если считать стоимость ремонтов и простоев. Нужно глубоко понимать физику процесса, знать возможности производства (как, например, на нашем предприятии в Тайане, провинция Шаньдун) и иметь честный диалог между заказчиком, проектировщиком и изготовителем. Только тогда система будет работать так, как задумано — тихо, эффективно и долго.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Вихревые диффузоры
Вихревые диффузоры -
 Корпусы вытяжных зонтов
Корпусы вытяжных зонтов -
 Противопожарные клапаны 70 градусов
Противопожарные клапаны 70 градусов -
 Отводы
Отводы -
 Центробежный вентилятор улитка
Центробежный вентилятор улитка -
 Круглые трубы из оцинкованной нержавеющей стали
Круглые трубы из оцинкованной нержавеющей стали -
 Обратные противопожарные клапаны
Обратные противопожарные клапаны -
 Горизонтальные скрытые вентиляторы
Горизонтальные скрытые вентиляторы -
 Однослойные жалюзийные вытяжки
Однослойные жалюзийные вытяжки -
 Круглые прямые воздуховоды
Круглые прямые воздуховоды -
 Вентиляционные четверники
Вентиляционные четверники -
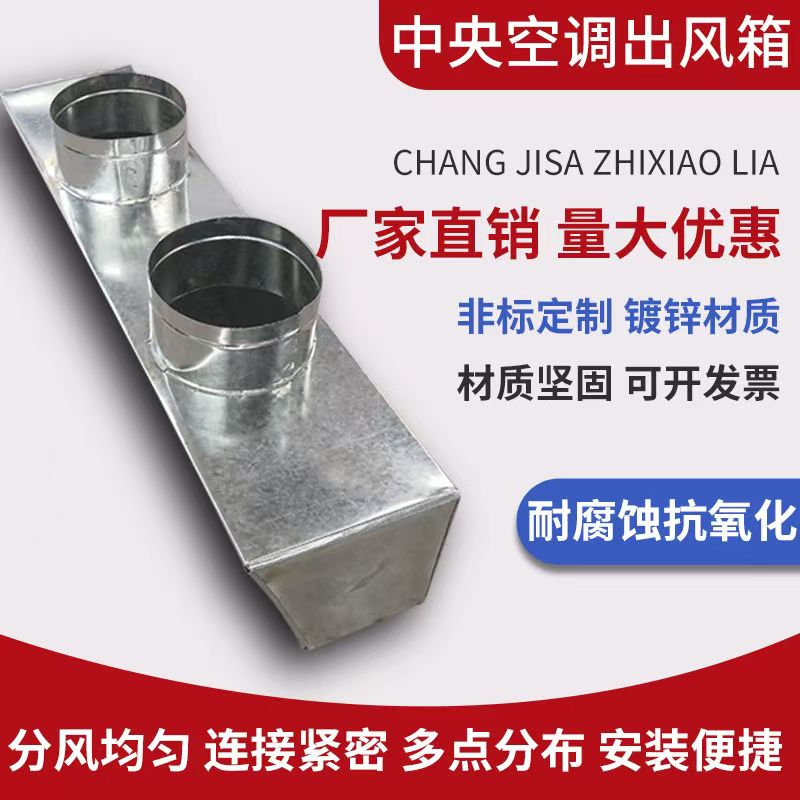 Коллекторы для вентиляции
Коллекторы для вентиляции
Связанный поиск
Связанный поиск- Прямой воздуховод
- Поставщики Китая Воздуховоды круглые Диаметр
- Китайский производитель осевого вытяжного вентилятора с клапаном
- Ведущие покупатели листового металла 3 из Китая
- купить оцинкованное железо
- Поставщики фасонных воздуховодов из Китая
- Лучшие производители прямоугольных воздуховодов из ПВХ из Китая
- Китайские производители круглых воздуховодов из оцинкованной стали
- вентилятор осевой 220
- Производители осевых вентиляторов 12 в Китае