








квадратный воздуховод для вентиляции
Когда говорят про квадратный воздуховод, многие сразу представляют себе простую жестяную коробку — мол, что там сложного? Нарезал металл, загнул, спаял. Но на практике, особенно в промышленной вентиляции, всё упирается в детали, которые на чертеже не увидишь. Сам работаю с системами вентиляции больше десяти лет, и именно на квадратных сечениях часто возникают самые неожиданные проблемы: от шумов на стыках до просадок на длинных пролётах. Сейчас многое изменилось, но базовые принципы и ошибки остаются теми же.
Почему именно квадрат? Контекст и ограничения
Выбор в пользу квадратного или прямоугольного сечения часто диктуется не прихотью проектировщика, а суровой реальностью монтажного пространства. В технологических цехах, на коммерческих кухнях, в подвесных потолках офисных центров — везде, где высота — критичный параметр, плоский воздуховод становится единственным решением. Но здесь и кроется первый подводный камень: многие забывают, что при равной площади сечения гидравлическое сопротивление у прямоугольного канала всегда будет выше, чем у круглого. Это значит, что вентилятор нужно подбирать с запасом, иначе на дальних участках сети просто не будет нужного расхода воздуха.
Ещё один момент, о котором часто умалчивают в каталогах — это вопрос жёсткости. Длинная сторона большой ширины (скажем, 600х200 мм) без дополнительных рёбер жёсткости — это гарантированный гул и дребезжание при средних и высоких скоростях потока. Приходилось переделывать участки на объекте в Казани, где заказчик сэкономил на оцинковке толщиной 0,55 мм вместо рекомендованных 0,7 мм и отказался от внутренних перемычек. В итоге при запуске система гудела, как реактивный самолёт. Пришлось демонтировать и усиливать почти 50 метров трассы.
Кстати, о материалах. Оцинкованная сталь — это классика, но не панацея. Для агрессивных сред (тех же кухонных вытяжек с жиром и паром) часто нужна нержавейка, а её обработка — это отдельная история. Резка, вальцовка, сварка — всё требует другого подхода и инструмента. Видел, как бригада, привыкшая к оцинковке, испортила партию дорогой нержавеющей стали AISI 304, потому что использовали абразивные круги от обычной стали. Металл 'поджёгся', появились участки с нарушенной антикоррозийной стойкостью. Такие детали потом быстро покрывались точками ржавчины.
От чертежа к металлу: подводные камни производства
Вот здесь как раз и проявляется разница между просто цехом и нормальным производством, где есть инженерный контроль. Берём, к примеру, компанию ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия. Судя по их сайту cx-tongfeng.ru, они как раз заточены на обработку листового железа и нержавеющей стали. Важно не просто иметь гильотину и станок для фальцевания, а понимать, как поведёт себя металл после резки, как сохранить геометрию угла на больших длинах.
Одна из ключевых операций — формирование фальца. Для квадратного воздуховода чаще всего идёт двойной стоячий фальц. Он должен быть плотным, но без пережима, иначе металл треснет по линии сгиба. На одном из наших старых объектов была протечка именно по углам — фальц был недопресован, и со временем от вибрации соединение 'разошлось'. Пришлось герметизировать весь шов силиконом, что, конечно, временная мера. Правильный фальц, прокатанный на хорошем оборудовании, держится десятилетиями.
Ещё нюанс — транспортировка. Готовые секции воздуховода для вентиляции большого сечения — это громоздкие и легко деформируемые конструкции. Их нельзя просто бросить в кузов. Нужны деревянные прокладки и правильная увязка. Помню историю, когда нам привезли партию с другого завода — почти 30% секций имели вмятины на широких гранях. Монтажники стали их править кувалдой на месте, что только ухудшило ситуацию и увеличило локальное сопротивление. Пришлось заказывать замену. Сейчас мы всегда оговариваем условия упаковки и крепления в кузове.
Монтаж: где теория расходится с практикой
Самое интересное начинается на объекте. Даже идеально сделанные на заводе детали могут превратиться в проблемный узел из-за монтажа. Основная головная боль — стыковка и герметизация. По нормам, соединения на фальцах должны быть дополнительно уплотнены. Но в погоне за скоростью многие бригады этим пренебрегают, особенно на неответственных участках. А потом у заказчика возникают вопросы, почему в соседнем помещении тянет запах из цеха.
Крепление — отдельная наука. Шаг подвесов, тип траверс — всё это рассчитывается исходя из веса воздуховода с возможным конденсатом. Для квадратного воздуховода большой ширины (от 800 мм) стандартные подвесы на шпильках могут не подойти — нужны L-образные кронштейны по всей плоскости, чтобы не было прогиба. Однажды видел, как смонтированный канал 1000х400 прогнулся посередине на 3 сантиметра просто под собственным весом, потому что поставили подвесы только по углам. Пришлось врезаться в уже собранную подвесную конструкцию потолка и ставить дополнительные точки крепления.
И конечно, обход препятствий. В идеальном мире трасса идёт прямо. В реальном — на пути всегда оказывается неучтённая балка, кабельный лоток или трубопровод. Приходится делать отводы, сужения, зонты. Каждое такое изменение — это скачок местного сопротивления. Часто монтажники, чтобы не заморачиваться с фасонными элементами, просто 'горбят' основной канал, деформируя его стенки. Это убийственно для аэродинамики. Лучше заказать штатный переход или отвод, даже если это задержит график на пару дней. В долгосрочной перспективе система будет работать стабильнее.
Специфика для разных объектов: от цеха до ресторана
Требования к квадратному воздуховоду на пищевом производстве и, скажем, в сборочном цеху электроники — это две большие разницы. В первом случае критична стойкость к влажной уборке и возможным моющим средствам. Часто требуется внутреннее покрытие или использование нержавеющей стали. Во втором — важна чистота внутренней поверхности, чтобы не было отслоения оцинковки и пыли, которая может попасть на чувствительную электронику. Тут часто идёт оцинковка с тщательно проваренными швами и последующей промывкой секций перед монтажом.
Особняком стоят кухонные вытяжки. Здесь воздуховод — это не просто канал, а участок системы, где активно оседает жир. Конструкция должна предусматривать возможность очистки (технологические лючки), а материал должен выдерживать регулярное воздействие щелочных моющих средств. Обычная оцинковка здесь быстро приходит в негодность. Нужна либо качественная нержавейка, как раз та, что упоминается в деятельности ООО Шаньдун ЧанСян, либо оцинковка с дополнительным полимерным покрытием. Но и с покрытием нужно быть осторожным — при повреждении оно отслаивается, и начинается коррозия.
Ещё один тонкий момент — температурные расширения. Если воздуховод проходит из холодного цеха в тёплый, или по нему идёт горячий воздух от оборудования, линейное расширение может быть значительным. Жёсткое крепление в таких случаях приводит к напряжению в металле и характерным щелчкам при нагреве/остывании. Нужно предусматривать компенсаторы или делать крепления с возможностью небольшого смещения. На одном из объектов по производству пластика мы этого не учли — через полгода эксплуатации по сварным швам фасонных частей пошли микротрещины от постоянных циклов расширения.
Взгляд в будущее: что меняется в подходах и материалах
Сейчас всё чаще говорят о готовых модульных системах с улучшенной герметизацией. Например, системы с уплотнительными прокладками на стыках, которые собираются как конструктор. Это ускоряет монтаж в разы и гарантирует отсутствие подсосов. Но и стоимость таких решений выше. Для крупных объектов с типовыми сечениями это может быть оправдано, а для уникальных проектов с множеством нестандартных размеров — нет.
Наблюдается и тренд на комбинированные решения. Каркас — из оцинкованной стали для жёсткости, а внутренняя вставка — из полимерной плёнки или другого гладкого материала для снижения сопротивления и облегчения чистки. Интересные наработки есть, но массовым такой подход пока не стал — слишком много вопросов по долговечности и поведению при пожаре.
Что не изменится, так это важность грамотного проектирования и качественного изготовления. Можно иметь самое современное оборудование, но без понимания физики процесса и опыта учёта 'мелочей' вроде вибрации или конденсата, система не будет работать идеально. Именно поэтому при выборе подрядчика на изготовление воздуховодов для вентиляции стоит смотреть не только на цену, но и на портфолио, и на то, как поставщик подходит к решению нестандартных задач. Как, например, та же компания из Шаньдуна, которая, судя по описанию, сфокусирована именно на технологической обработке металла — это как раз тот базис, от которого нужно отталкиваться. Ведь в конечном счёте, надёжность системы зависит от каждого сварного шва, каждого фальца и каждого правильно поставленного подвеса.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Шинорейки для вентиляции
Шинорейки для вентиляции -
 Обратные противопожарные клапаны
Обратные противопожарные клапаны -
 Уголки для вентиляции
Уголки для вентиляции -
 Отводы
Отводы -
 Квадратные воздуховоды
Квадратные воздуховоды -
 Приточно-вытяжные установки
Приточно-вытяжные установки -
 Осевые вентиляторы
Осевые вентиляторы -
 Гибкие вставки
Гибкие вставки -
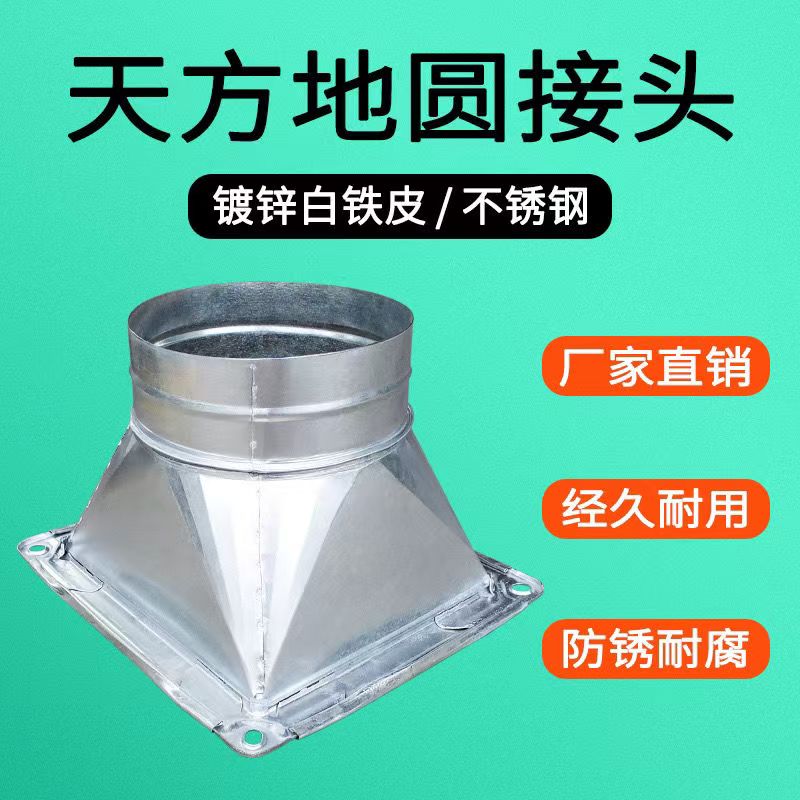 Переходники для вентиляции с квадрата на круг
Переходники для вентиляции с квадрата на круг -
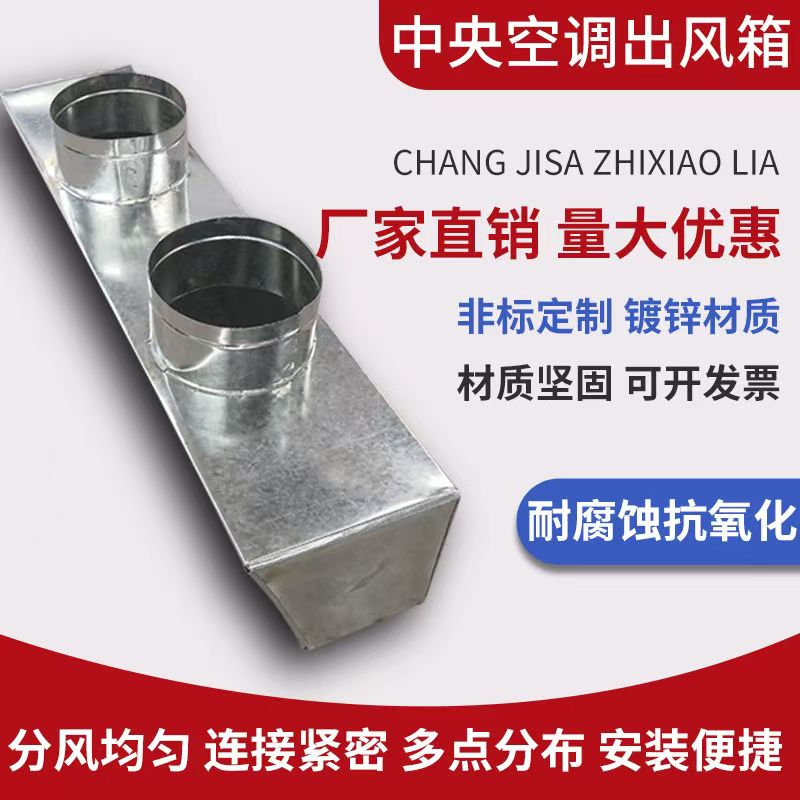 Коллекторы для вентиляции
Коллекторы для вентиляции -
 Вентиляционные тройники
Вентиляционные тройники -
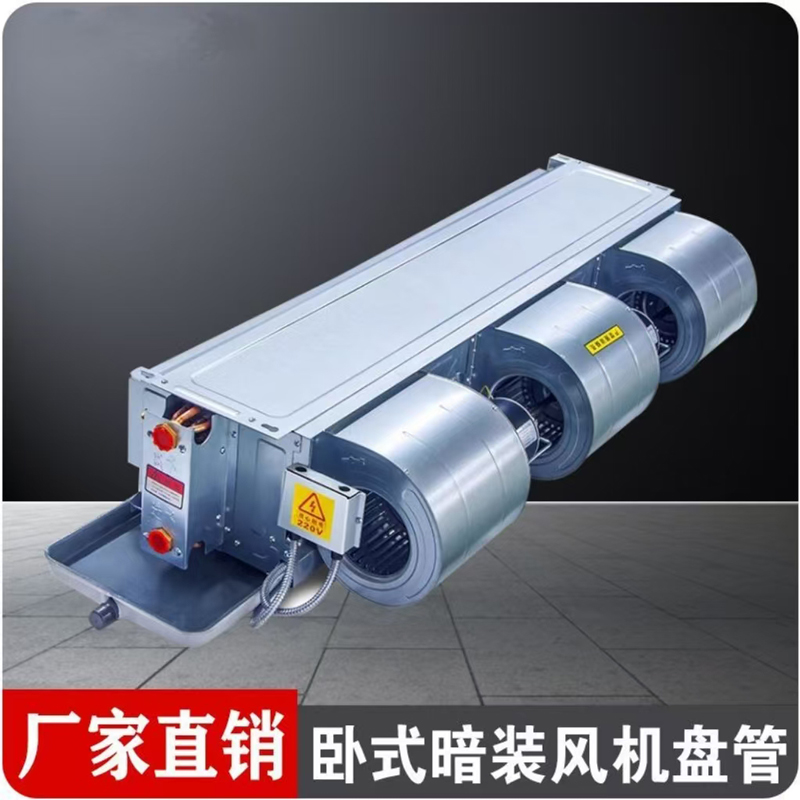 Горизонтальные скрытые вентиляторы
Горизонтальные скрытые вентиляторы
Связанный поиск
Связанный поиск- толщина прямоугольных воздуховодов
- Поставщики прямоугольных воздуховодов площадь из Китая
- осевой вентилятор 7
- Производители гибких соединителей для вентиляции в Китае
- Цена на прямоугольные воздуховоды с круглой вставкой из Китая
- Цена на воздуховод квадратный 150 150 в Китае
- Лучшие покупатели квадратных воздуховодов из Китая
- Китайские производители осевых вентиляторов d100 мм
- Лучшие страны-покупатели для тройника вентиляционного с обратным клапаном в Китае
- Производитель осевых вытяжных вентиляторов в Китае