








железо оцинкованное 0.5 мм
Вот смотришь на эту цифру — 0.5 мм — и кажется, что это почти универсальная толщина. Многие так и думают, берут её и на воздуховоды, и на отливы, и на какие-то короба. А потом удивляются, почему через пару сезонов на склонах кровли появились волны или почему прямоугольный воздуховод в системе подпора начинает гудеть. Тут всё дело не в самом железе, а в том, где и как его гнуть. Я, например, долгое время считал, что для большинства вентиляционных коробов в жилых зданиях 0.5 мм — это золотая середина. Но жизнь, точнее, практика на объектах, внесла свои коррективы.
Почему именно 0.5 мм? Мой опыт с вентиляционными системами
Когда мы говорим про воздуховоды, особенно прямоугольные, 0.5 мм — это часто выбор по умолчанию. Достаточно жёстко, чтобы сохранять форму на пролётах до 1.5 метров без дополнительных рёбер, и достаточно пластично, чтобы его резать и гнуть без специального мощного оборудования. Я помню, как на одном из объектов в Подмосковье заказчик требовал именно такую толщину для всей системы вытяжки в торговом зале. Аргумент — ?так дешевле?. Мы сделали. А потом при монтаже на вертикальных участках высотой больше 4 метров эти короба начали ?играть? от вибрации вентилятора. Пришлось срочно ставить дополнительные направляющие и крепления, что в итоге вышло дороже, чем если бы сразу взяли 0.55 или даже 0.6 мм на ответственные участки.
Есть ещё нюанс с оцинковкой. Качество покрытия — это отдельная песня. Не все 0.5 мм одинаковы. Бывает, смотришь на лист, а цинк лежит неровно, есть потёки или, наоборот, просветы. Такое железо оцинкованное в условиях постоянного конденсата внутри воздуховода (например, в вытяжке из бассейна) начнёт ржаветь точечно, с этих самых мест. И толщина металла тут уже не спасёт. Я теперь всегда при выборе смотрю не только на паспортные данные, но и на реальный срез листа, на качество кромки.
Кстати, о качестве. Мы как-то сотрудничали с компанией ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия. Они как раз специализируются на обработке листового железа для воздуховодов. Заказывали у них партию профилей для сложных узлов. Так вот, у них в процессе есть этап контроля именно по равномерности оцинковки. Это важно, потому что при гибке на роликовых станках плохое покрытие может отслоиться, и получится голая сталь, готовая к коррозии. Их сайт — https://www.cx-tongfeng.ru — можно посмотреть, у них там есть технические разделы, не просто каталог. Адрес у них в Шаньдуне, но логистику они наладили нормально.
Где 0.5 мм — это предел? Случаи из практики
Есть задачи, где брать тоньше — нельзя, а толще — неоправданно дорого. Например, короба для скрытой разводки в потолках офисов. Там нет больших нагрузок, нет вибрации, главное — лёгкость монтажа и сохранение геометрии. Железо оцинкованное 0.5 мм здесь идеально. Но! Только если это не огнезадерживающие клапаны или участки перед вентилятором. Там, где есть давление, пусть даже невысокое, стенку может начать выпирать. Был у меня случай с дымоудалением. По проекту шёл короб сечением 600х400 из стали 0.5 мм. Всё смонтировали, но при приёмке и испытаниях на герметичность под давлением 400 Па стенки этой ?шестисотки? начали издавать лёгкий треск — это металл немного деформировался. Пришлось усиливать внешними рёбрами жёсткости. Вывод: для систем с давлением выше 250-300 Па нужно либо увеличивать толщину, либо закладывать частые поперечные рёбра.
Ещё один критичный момент — фланцевое соединение. Если делать фланец из той же стали 0.5 мм методом отбортовки, то на больших сторонах короба (от 800 мм) он получается слабым, ?вялым?. При стяжке болтами его может повести. Мы перешли на комбинированный метод: сам короб — 0.5 мм, а фланец — это отдельная планка из стали 0.7 или 0.8 мм, которая привальцовывается или приклёпывается. Надёжность соединения вырастает в разы.
И конечно, транспортировка и складирование. Лист 0.5 мм, особенно в крупных форматах (1.25х2.5 м), очень чувствителен к неправильному хранению. Если положить его на неровную поверхность или оставить прислонённым к столе, он может получить невидимые глазу деформации — ту самую ?память металла?. Потом на гибочном станке лист будет уходить в сторону, и получить идеальный прямой угол будет сложно. Приходится править вручную, а это время.
Ошибки, которые дорого обходятся: не только толщина
Часто проблема не в самом металле, а в том, что его неправильно ?готовят?. Речь о резке. Если резать оцинкованное железо толщиной 0.5 мм плазмой или автогеном, кромка оплавляется, цинк выгорает. Получается участок с нарушенной антикоррозийной защитой. В цеху это может быть не заметно, но через год на этой кромке появится рыжий подтёк. Правильно — лазерная или гильотинная резка. Они оставляют чистый, ровный срез. Упомянутая ранее компания из Шаньдуна, ООО Шаньдун ЧанСян, в своём описании как раз делает акцент на обработке, а не просто на продаже листа. Это ключевое отличие. Их офис и производство находятся в Фэйчэне, провинция Шаньдун, и они понимают, что конечному монтажнику важно получить уже готовую к сборке деталь, а не полуфабрикат.
Другая частая ошибка — экономия на крепеже. Саморезы с большим шагом резьбы или без сверлящего наконечника при закручивании в торец листа 0.5 мм не нарезают резьбу, а скорее разрывают металл. Соединение получается непрочным и со временем саморез может просто выпасть от вибрации. Нужно использовать специальные саморезы для тонколистовой стали, с мелким шагом и острым наконечником. Мелочь, а влияет на всё.
И ещё про гибку. На ручных листогибах часто не выставляют правильный зазор между матрицей и пуансоном. Для толщины 0.5 мм зазор должен быть около 0.6-0.7 мм. Если сделать больше, получится нечёткий, скруглённый угол. Если меньше — металл может быть зажат слишком сильно, и на внешней поверхности гиба появятся следы от матрицы (так называемые ?поцелуи пуансона?), а цинковое покрытие в этом месте повредится. Это потом очаг коррозии.
Когда можно сэкономить, а когда — нет
Вот, казалось бы, простой вопрос: можно ли для неответственных коробов (например, декоративных кожухов) брать сталь 0.45 мм вместо 0.5? Теоретически — да, и вес будет меньше, и цена. Но на практике найти в наличии на складах сталь 0.45 мм с хорошей оцинковкой — та ещё задача. Чаще всего это нестандартный калибр, и его ждать. А время — тоже деньги. Поэтому 0.5 мм — это ещё и вопрос доступности. Это ходовой, складской размер.
Экономить стоит не на толщине, а на оптимизации раскроя. Когда делаешь деталировку для крупного объекта, грамотная развертка всех элементов на стандартных листах может снизить отходы с 15-20% до 5-7%. Это реальная экономия и металла, и денег. Но для этого нужен опытный технолог или хорошее ПО для раскроя. Некоторые поставщики, включая крупных, предлагают такую услугу — привезти не просто листы, а уже нарезанные в размер заготовки. Это очень удобно для монтажников на объекте.
И последнее — защита при монтаже. Лист 0.5 мм легко поцарапать. При разгрузке, переноске, монтаже. Царапина до металла — это будущая ржавчина. Поэтому на объектах с агрессивной средой (цеха, пищеблоки, бассейны) даже правильно выбранную толщину нужно защищать. Иногда имеет смысл сразу после монтажа пройтись по царапинам цинк-содержащим спреем. Это не панацея, но продлевает жизнь системе на годы.
Вместо заключения: личный чек-лист
Так что же, в итоге, с этим железом оцинкованным 0.5 мм? Для меня это рабочий материал, но не панацея. Когда беру его в работу, мысленно пробегаю по списку: 1) Какое давление в системе? Если больше 300 Па — думаю об усилении. 2) Какой пролет между креплениями? Если больше 1.8 м — тоже. 3) Будет ли конденсат или агрессивная среда? Смотрю на качество оцинковки в разрезе. 4) Как будут гнуть и резать? Уточняю у производителя метод. 5) Какие соединения? Подбираю соответствующий крепёж.
Это не теория из учебника, а набор правил, выведенных из косяков и успешных объектов. Материал, в целом, предсказуемый и хороший, если понимать его границы. И да, сотрудничество с профильными заводами-обработчиками, такими как ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия, которые знают эти границы и могут дать уже подготовленный металл, часто спасает время и нервы. Их подход — от листа до готового узла — это как раз то, что нужно в современном монтаже, где на объекте всё меньше места для кустарной доработки.
В общем, 0.5 мм — это не просто цифра. Это баланс между стоимостью, прочностью и технологичностью. И этот баланс каждый раз нужно проверять для конкретной задачи. Слепо брать его на всё — верный путь к переделкам.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
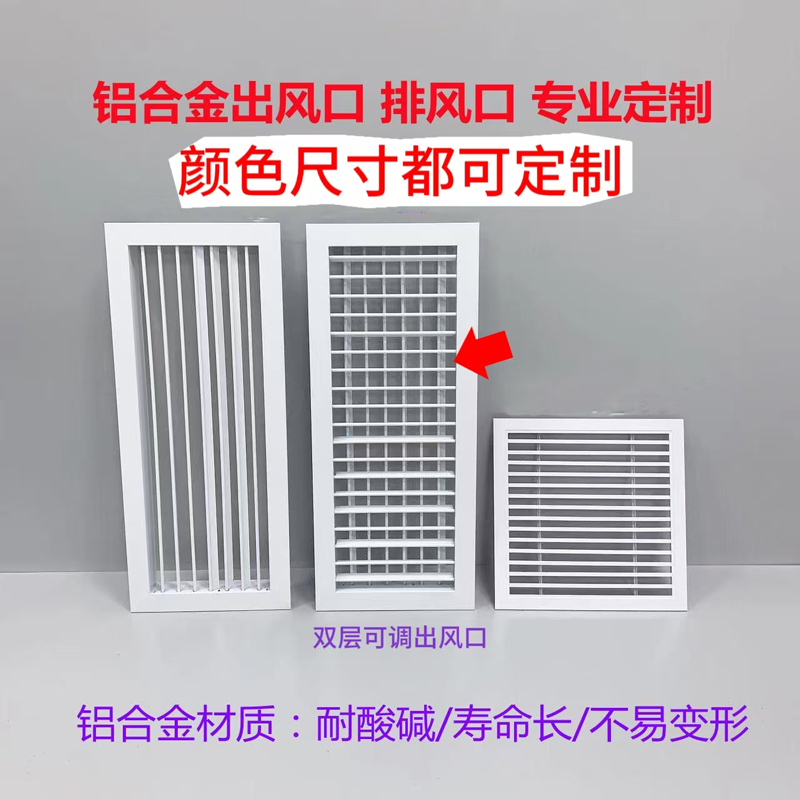 Двойные решетки для вентиляции
Двойные решетки для вентиляции -
 Вентиляционные тройники
Вентиляционные тройники -
 Приточно-вытяжные установки
Приточно-вытяжные установки -
 Переходники для вентиляции с квадрата на круг
Переходники для вентиляции с квадрата на круг -
 Гибкие вставки
Гибкие вставки -
 Круглые трубы из оцинкованной нержавеющей стали
Круглые трубы из оцинкованной нержавеющей стали -
 Обратные противопожарные клапаны
Обратные противопожарные клапаны -
 Коллекторы для вентиляции
Коллекторы для вентиляции -
 Квадратные диффузоры
Квадратные диффузоры -
 Противопожарные клапаны 280 градусов
Противопожарные клапаны 280 градусов -
 Вихревые диффузоры
Вихревые диффузоры -
 Горизонтальные скрытые вентиляторы
Горизонтальные скрытые вентиляторы
Связанный поиск
Связанный поиск- толщина прямоугольных воздуховодов
- Цены на тройники для вентиляции воздуховодов в Китае
- Ведущие покупатели тройников для вентиляции 125 из Китая
- Поставщики квадратных вентиляционных каналов из Китая
- Цена круглого воздуховода 200 из Китая
- Лучшие страны-покупатели для осевых вентиляторов d100 в Китае
- Китайский производитель квадратных воздуховодов из оцинкованной стали
- Поставщики оцинкованного железа на лист из Китая
- Поставщики прямоугольных воздуховодов диаметр из Китая
- вытяжной вентилятор осевой 100