








Воздуховод круглый
Когда слышишь ?воздуховод круглый?, первое, что приходит в голову многим заказчикам, а иногда и молодым монтажникам — это просто ?труба?. Кажется, что тут сложного? Заказал по диаметру, нарезал, смонтировал. Но именно в этой кажущейся простоте кроется масса нюансов, из-за которых на объекте потом возникают проблемы с шумом, падением давления или просто недолговечностью системы. Я много лет работаю с вентиляционными системами, и именно круглый воздуховод часто становится тем элементом, где экономия или невнимание к деталям выходят боком.
Основные заблуждения и реальная физика потока
Одно из самых распространенных заблуждений — что для круглого воздуховода не так критична точность стыковки и герметизация, как для прямоугольного. Мол, фланец или ниппельное соединение все скроет. На практике же, любая ступенька или зазор внутри канала — это турбулентность, свист и потеря энергии. Особенно это чувствуется на системах со средней и высокой скоростью потока.
Второй момент — выбор толщины металла. Часто берут ?как у всех? — 0.55 мм. Но если у тебя участок длиной 10 метров без дополнительных креплений, или система работает под разряжением, эта толщина может оказаться недостаточной. Воздуховод начинает ?играть?, появляется дребезг, а со временем — усталость металла в местах соединений. Приходилось видеть, как на объекте через полгода эксплуатации такие участки начинали подсасывать воздух в неположенных местах.
И третий, чисто ?закулисный? нюанс — качество оцинковки. Казалось бы, сталь оцинкованная везде одинаковая. Но если производитель сэкономил на цинковом покрытии (а это, увы, не редкость), то первый же конденсат или агрессивная среда в вытяжке от технологического оборудования запустят процесс коррозии. И начинается она часто именно с внутренней стороны, где ее не видно, пока не появится рыжий налет на выходе или не оторвется кусок окалины, застрявший в клапане.
От чертежа до металла: где теряется качество
Работая с разными поставщиками, заметил прямую зависимость конечного результата от этапа проектирования и подготовки производства. Вот, к примеру, компания ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия (сайт их — https://www.cx-tongfeng.ru) специализируется как раз на обработке листового железа и нержавеющей стали для воздуховодов. Их офис и производство находятся в провинции Шаньдун, в городе Тайань. Так вот, по опыту, ключевое — это как раз диалог между инженером на объекте и технологом на производстве.
Частая ошибка — передача на завод только общих габаритов и диаметров. А ведь важно указать тип соединения для каждого узла: подойдет ли там стандартный ниппель, или нужен фланец под болтовое соединение из-за условий обслуживания? Нужны ли дополнительные технологические лючки для прочистки на конкретном повороте? Если этого не сделать, придет стандартизированный комплект, который на месте придется ?дорабатывать напильником?.
Еще один практический момент — маркировка. Кажется мелочью, но когда на объект приходит машина с десятками отрезков круглого воздуховода, а на них нет четкой маркировки, соответствующей монтажным схемам, начинается хаос. Монтажники тратят часы на поиск нужной секции. Хороший производитель всегда наносит маркировку несмываемой краской прямо на изделие — это признак внимания к деталям.
Монтаж: теория против реалий стройплощадки
Вот здесь и проявляется вся ?прелесть? работы с круглыми воздуховодами. В теории — легкие, удобные в стыковке. На практике — если не предусмотреть правильные подвесы, длинная прямая секция может провиснуть, создав тот самый нежелательный прогиб. Особенно это актуально для больших диаметров, от 500 мм и выше.
Одна из самых болезненных тем — проход через строительные конструкции. С прямоугольным каналом проще: смонтировал гильзу, запенил. С круглым же, если отверстие в плите выполнено с отклонениями, идеально ровно установить секцию становится сложно. Приходится либо расширять отверстие, рискуя повредить арматуру, либо использовать гибкие вставки, что не всегда хорошо для аэродинамики. Лучшее решение — заранее, на стадии проектирования, закладывать технологические проемы с запасом и жесткими гильзами.
И конечно, изоляция. Утепление круглого воздуховода — это отдельная история. Если использовать готовые скорлупы, важно, чтобы они плотно прилегали по всей окружности. Малейший зазор — мостик холода и возможная точка росы. Рулонные материалы же сложно аккуратно и равномерно намотать, особенно в условиях ограниченного пространства в межпотолочном пространстве. Часто видишь, как на объекте эту работу выполняют в спешке, и результат, увы, оставляет желать лучшего.
Случай из практики: когда экономия обернулась переделкой
Хочу привести пример с одного пищевого производства. Заказчик решил сэкономить и заказал воздуховоды круглые для вытяжки у неспециализированного поставщика, просто по цене. Диаметры вроде бы соблюли, но соединения были выполнены не на фланцах с прокладками, а на простых ниппелях с закаткой. Систему смонтировали, запустили.
Через месяц начались жалобы на запах в соседних цехах. Оказалось, что под разряжением в местах негерметичных стыков система начала подсасывать воздух из технических коридоров, где как раз проходили другие коммуникации. Более того, вибрация от вентиляторов вызвала постепенное ослабление этих ниппельных соединений. Пришлось останавливать производственную линию, демонтировать участки и переделывать соединения на фланцевые с герметиком. Экономия в итоге вышла в разы дороже.
Этот случай как раз подтверждает правило: для ответственных систем, особенно в пищевой или фармацевтической отрасли, нельзя пренебрегать качеством изготовления и типом соединений. Надежная герметизация — это не излишество, а необходимость.
Нержавеющая сталь — отдельный разговор
Если с оцинкованными воздуховодами круглыми все более-менее понятно, то с нержавейкой сложностей прибавляется. Компания ООО Шаньдун ЧанСян, согласно своей специализации, работает и с этим материалом. И здесь первый камень преткновения — сварной шов.
Для агрессивных сред (химические пары, насыщенный пар) часто требуется воздуховод из нержавеющей стали с аргонно-дуговой сваркой швов (TIG). Это должно быть оговорено особо. Потому что если придет изделие со сваркой полуавтоматом (MIG), шов может оказаться менее стойким к коррозии. Визуально он может выглядеть нормально, но его химическая стойкость будет ниже.
Второй важный момент — полировка. После сварки шов необходимо зачистить и отполировать до гладкости, сравнимой с основным металлом. Это не только для эстетики. Шероховатая внутренняя поверхность шва — это место, где будет накапливаться грязь, конденсат, и именно там может начаться коррозионное растрескивание. Проверять это нужно не на глаз, а тактильно — провести пальцем по внутренней поверхности. Не должно быть ощутимых переходов или заусенцев.
Итоги: на что смотреть при выборе и приемке
Подводя черту, хочу сформулировать несколько пунктов, на которые я всегда обращаю внимание, когда речь заходит о круглых воздуховодах. Это не официальный чек-лист, а скорее, набор наблюдений из практики.
Во-первых, геометрия. Казалось бы, круглый он и есть круглый. Но если взять два отрезка и состыковать их вручную, еще до крепления, они должны соединяться легко, без перекосов. Если нужно прилагать усилие или подправлять киянкой — это плохой признак. Значит, либо диаметр ?гуляет?, либо овальность.
Во-вторых, кромка. На срезе не должно быть заусенцев, особенно с внутренней стороны. Заусенец — это источник шума и вихрей. Хороший производитель использует оборудование, которое оставляет чистую, ровную кромку.
В-третьих, покрытие. Оцинковка должна быть равномерной, без наплывов и проплешин. Можно даже капнуть немного воды — она не должна сразу собираться в капли, а немного растекаться (это косвенный признак качества покрытия). Для нержавейки — равномерная матовая или полированная поверхность без цветов побежалости на швах (синева или желтизна говорят о перегреве при сварке).
В заключение скажу, что воздуховод круглый — это не просто расходный материал, а полноценный элемент инженерной системы. Его выбор, изготовление и монтаж требуют такого же внимания, как и к оборудованию. Экономия на этом этапе почти всегда приводит к дополнительным затратам на этапе эксплуатации. И сотрудничество с профильными компаниями, которые понимают эти нюансы, вроде упомянутой ООО Шаньдун ЧанСян, часто избавляет от многих головных болей на объекте. Главное — не молчать, а задавать вопросы технологам и четко ставить задачи, исходя из реальных условий будущей эксплуатации системы.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Центробежный вентилятор улитка
Центробежный вентилятор улитка -
 Гибкие вставки
Гибкие вставки -
 Вентиляторы центробежные кухонные
Вентиляторы центробежные кухонные -
 Вентиляционные тройники
Вентиляционные тройники -
 Уголки для вентиляции
Уголки для вентиляции -
 Открываемые решетки для вентиляции
Открываемые решетки для вентиляции -
 Однослойные жалюзийные вытяжки
Однослойные жалюзийные вытяжки -
 Квадратные диффузоры
Квадратные диффузоры -
 Сопловые диффузоры
Сопловые диффузоры -
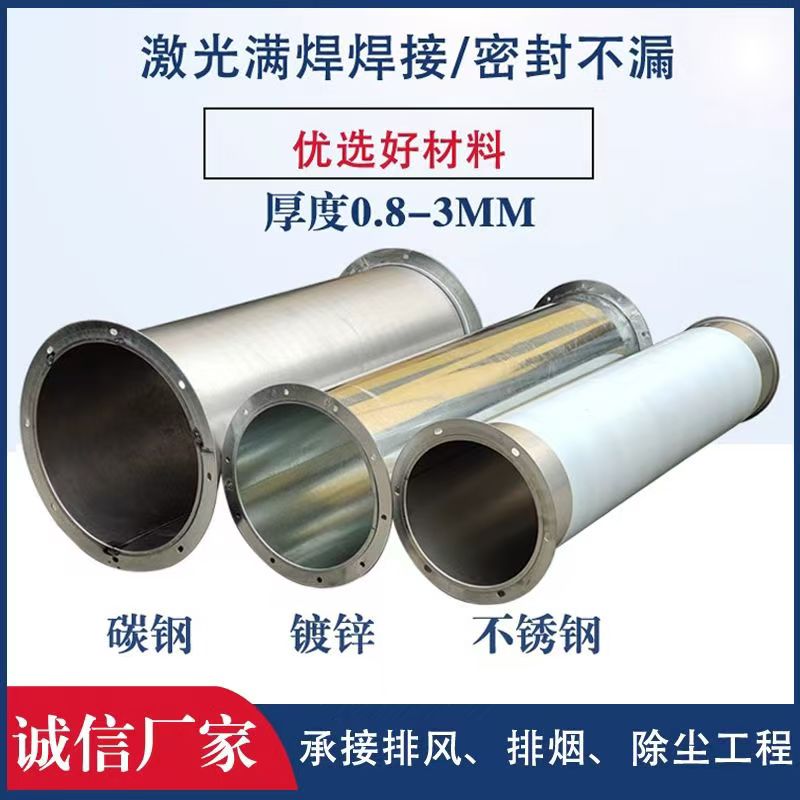 Круглые прямые воздуховоды
Круглые прямые воздуховоды -
 Переходники для вентиляции с квадрата на круг
Переходники для вентиляции с квадрата на круг -
 Крышки дымохода
Крышки дымохода
Связанный поиск
Связанный поиск- Цена прочного оцинкованного прямоугольного воздуховода в Китае
- Лучшие страны-поставщики дождезащитных колпаков в Китае
- Цена квадратного канального вентилятора из Китая
- Лучшие покупатели квадратных вентиляционных каналов из Китая
- металлические листы 1
- Цена прямоугольного воздуховода в Китае
- Китайские производители оцинкованного кровельного железа
- Лучшие страны-покупатели прямоугольных воздуховодов для вентиляторов в Китае
- Цены на круглые стальные воздуховоды из Китая
- тройник пвх вентиляционный