








Воздуховоды оцинкованные прямоугольные
Вот скажу сразу: когда слышишь ?воздуховоды оцинкованные прямоугольные?, первое, что приходит в голову — это просто короб из жести. Но на практике разница между ?просто коробом? и тем, что действительно работает десятилетиями, колоссальная. Многие, особенно на этапе проектирования или закупки, гонятся за толщиной стали или внешним видом, забывая про куда более критичные вещи — качество фальца, целостность цинкового слоя после гибки и, главное, точность геометрии. Сейчас объясню, почему.
Геометрия — это не про красоту, а про герметичность
Прямоугольная форма кажется простой, но именно здесь кроется большинство проблем на монтаже. Если угол не 90 градусов, если плоскость ?пропеллером? — соединить такой участок с другим без щелей и напряжений практически невозможно. Герметик и лента, конечно, спасают, но это уже костыль, а не решение. Я видел объекты, где из-за кривизны фланцев на стыках за год намерзал конденсат и лед, потом — коррозия.
Тут важно, как и где гнут. На дешевых линиях с изношенным инструментом край листа может ?зажевываться?, нарушая защитный слой. Цинк сдирается, и в этом месте через пару лет гарантированно появится рыжина. Поэтому всегда смотрю не на сертификат, а на сам торец отбортованного края. Если видно голый металл — брак.
Кстати, про толщину. Часто заказывают 0.7 или 0.8 мм, думая, что это на века. Но для большинства систем вентиляции в гражданском строительстве 0.55-0.6 мм более чем достаточно, если сделано качественно. Переплата за лишний металл, который к тому же сложнее монтировать. Исключение — промышленные системы с высоким давлением, но там уже другие расчеты.
Фальц и соединения: где теряется воздух
Самое слабое место — продольный шов. Простой отгиб (простой фальц) для прямоугольных воздуховодов — это прошлый век, он негерметичен. Нужен двойной замковый фальц, и он должен быть плотно подогнан. Я как-то получил партию, где фальц был ?пустой? — листы не доходили друг до друга внутри замка. Производитель ссылался на допуски, но по факту это был брак. Пришлось все стыки промазывать, что увеличило время монтажа втрое.
Фланцевое соединение — отдельная история. Уголок, приваренный точечно — это дешево, но ненадежно. От вибрации точки сварки откалываются, фланец ?играет?. Лучше, когда уголок на сплошном шве или, что еще надежнее, — цельногнутый фланец из той же полосы. Но такое делают немногие, это дороже. Например, на сайте ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия (https://www.cx-tongfeng.ru) в описании процессов акцент делается именно на обработке листового железа с полным контролем кромки, что как раз намекает на внимание к этим деталям. Их адрес в провинции Шаньдун — не просто точка на карте, а часто признак серьезного производства, ориентированного на технологичность, а не только на объем.
И да, резиновый уплотнитель во фланце — это must have. Без него даже идеальные фланцы будут свистеть на высоких давлениях. Но уплотнитель должен быть качественным, не дубеть на морозе.
Цинкование: не просто ?покрыто цинком?
Здесь главный миф — чем толще слой, тем лучше. На самом деле, важна равномерность и адгезия. После резки и гибки на кромках слой неизбежно нарушается. Хороший производитель эти кромки дополнительно обрабатывает — например, наносит антикоррозионный состав. Если этого нет, ржаветь начнет именно с краев.
Еще один нюанс — вес. Оцинкованная сталь тяжелее, чем кажется. Когда монтируешь крупную секцию размером, скажем, 1200х400 мм и длиной 3 метра, на высоте, каждые лишние 100 граммов на метр ощущаются. Поэтому расчет креплений — это не ?на глазок?, а строго по проекту. Я видел, как небрежно подвешенная магистраль через полгода провисала и расшатывала крепления в потолке.
Для агрессивных сред (например, некоторые цеха пищевой или химической промышленности) обычного цинкования может не хватить. Тут уже нужно смотреть в сторону окрашенных воздуховодов или из нержавейки. Кстати, та же компания из Шаньдуна, судя по описанию, работает и с нержавеющей сталью, что логично — технологии обработки листа часто схожи, просто материал другой.
Монтаж: где теория сталкивается с реальностью
Самая частая ошибка — отсутствие монтажных чертежей (эскизов) с точными размерами каждого элемента. Приходится резать и подгонять на месте, что убивает и время, и герметичность системы. Хороший поставщик всегда предоставляет деталировку, где каждый прямой участок, отвод, тройник пронумерован.
На объекте же вечный бич — другие коммуникации. Спроектировали воздуховод, а на пути — балка или труба. Приходится ?городить? дополнительный отвод, что увеличивает сопротивление. Лучше сразу закладывать в проект запас по длине и возможность маневра.
И про крепеж. Хомуты должны быть с резиновыми прокладками, иначе вибрация будет передаваться на строительные конструкции. А еще — нельзя жестко фиксировать воздуховод рядом с вентилятором, нужен гибкий вставок. Это кажется очевидным, но на 50% объектов про него забывают, потом удивляются шуму.
Выбор поставщика: не цена, а совокупность факторов
Гонка за самой низкой ценой за метр — это верный путь к проблемам. Дешевые воздуховоды часто делают из низкосортной стали с плохим цинкованием. Геометрия хромает, упаковка — так, чтобы не рассыпалось по дороге. В итоге переделки на объекте съедают всю экономию.
Нужно смотреть на комплекс: есть ли у производителя полный цикл (раскрой, гибка, фальцовка), какой парк станков, как организован контроль. Например, если компания указывает конкретный адрес производства, как тот же офис в Фэйчэне, и специализацию на обработке листового железа — это уже плюс. Значит, они, скорее всего, фокусируются на качестве технологии, а не на торговле всем подряд.
И последнее: всегда запрашивайте образец. Не картинку, а физический кусок воздуховода. По нему можно оценить и качество фальца, и резку, и состояние кромки. Это самый честный разговор с поставщиком. Если отказывают или тянут — это сигнал. В нашей работе мелочей не бывает, и прямоугольный оцинкованный воздуховод — это далеко не просто ?короб из жести?. Это основа системы, и от его качества зависит, будет ли эта система работать как надо, или станет головной болью на годы вперед.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
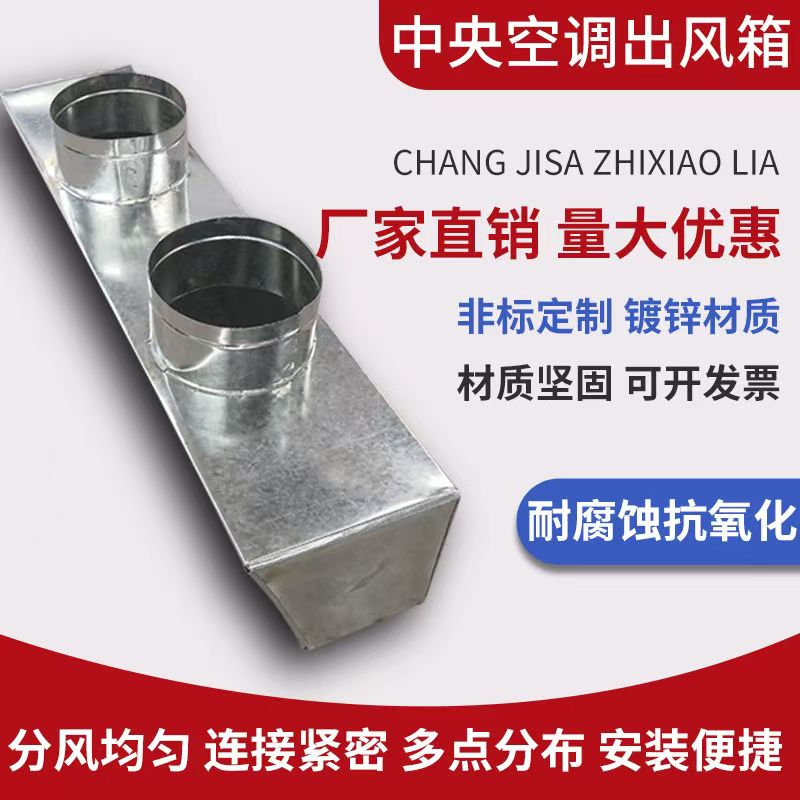 Коллекторы для вентиляции
Коллекторы для вентиляции -
 Противопожарные клапаны 280 градусов
Противопожарные клапаны 280 градусов -
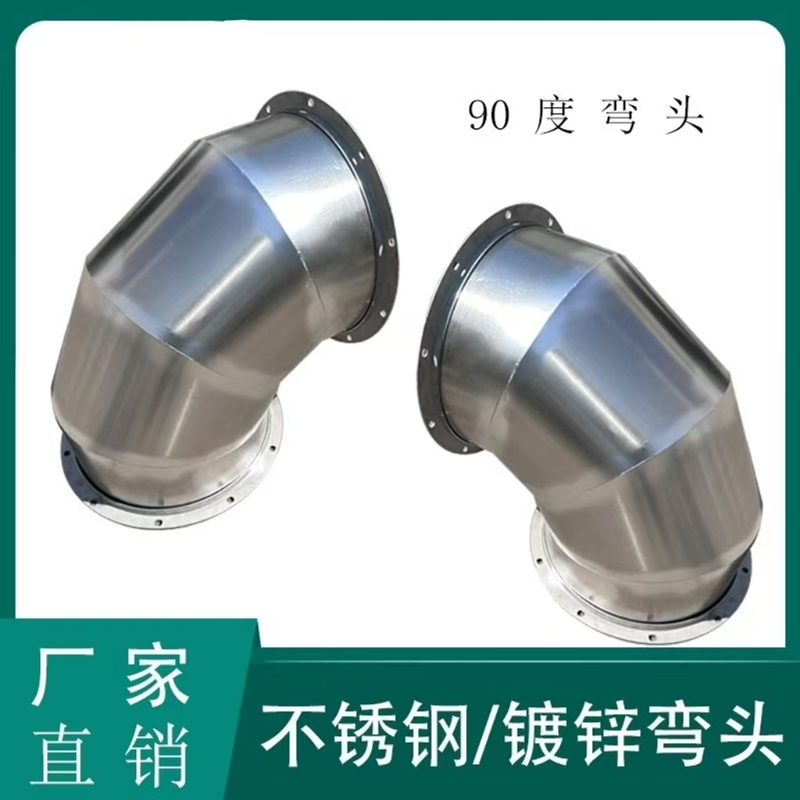 Отводы
Отводы -
 Круглые трубы из оцинкованной нержавеющей стали
Круглые трубы из оцинкованной нержавеющей стали -
 Корпусы вытяжных зонтов
Корпусы вытяжных зонтов -
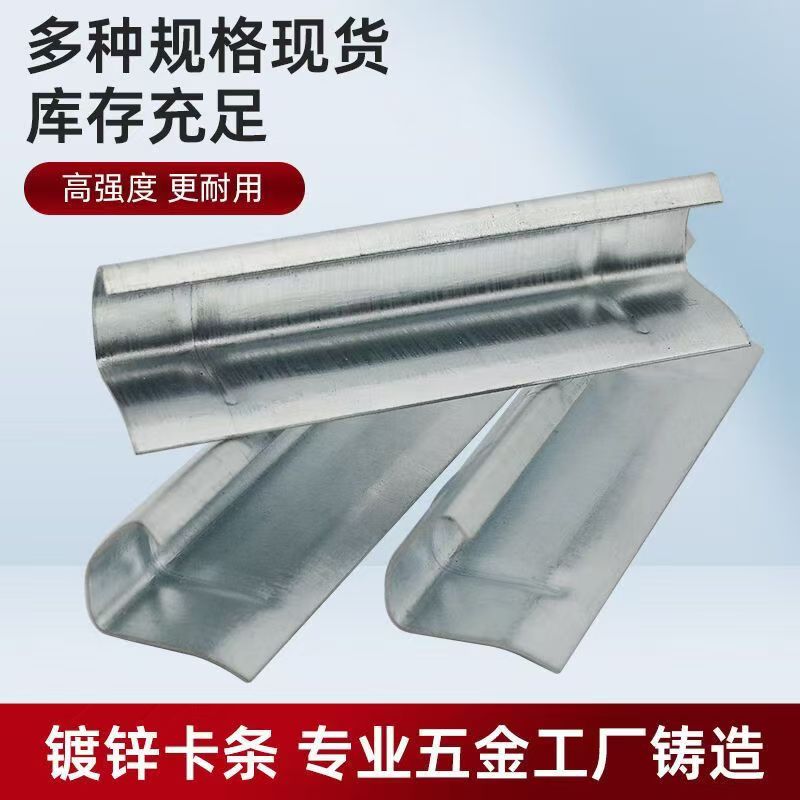 Шинорейки для вентиляции
Шинорейки для вентиляции -
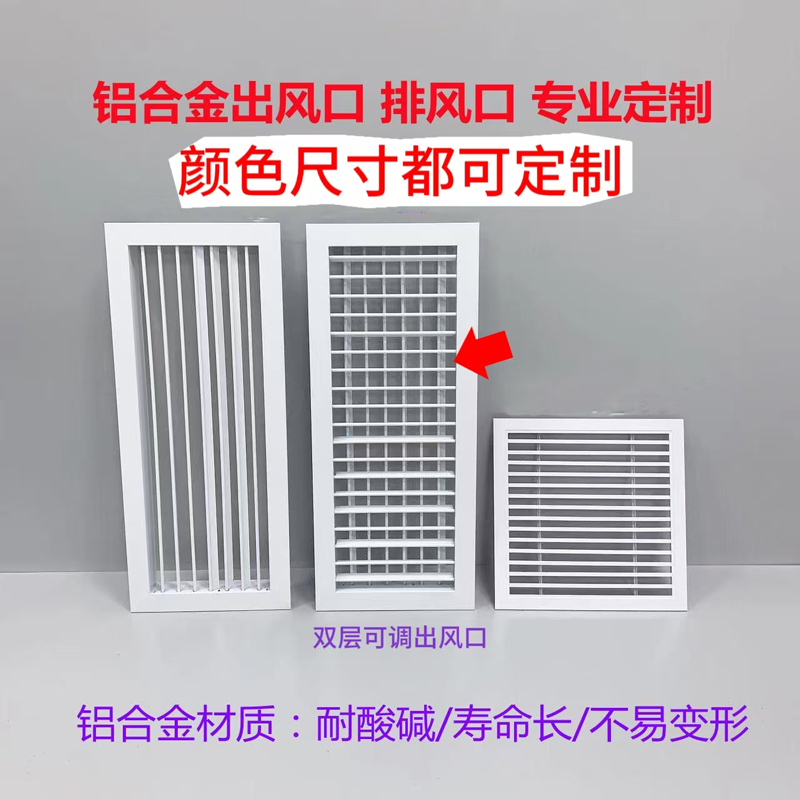
 Однослойные жалюзийные вытяжки
Однослойные жалюзийные вытяжки -
 Вентиляторы центробежные кухонные
Вентиляторы центробежные кухонные -
 Обратные противопожарные клапаны
Обратные противопожарные клапаны -
 Квадратные диффузоры
Квадратные диффузоры -
 Круглые прямые воздуховоды
Круглые прямые воздуховоды -
 Центробежный вентилятор улитка
Центробежный вентилятор улитка
Связанный поиск
Связанный поиск- Поставщики оцинкованного кровельного железа за штуку из Китая
- Китайские производители металлических листов 6
- вентилятор осевой 220в
- круглые воздуховоды для вентиляции
- Производители редукционных воздуховодов в Китае
- Производитель клипс в Китае
- Вентилятор осевой
- Поставщики круглых воздуховодов размеры из Китая
- Китайские цены на воздуховод круглый прямоугольный
- Поставщики прямоугольных размеров воздуховодов для вентиляции из Китая