








вентиляционный тройник для вытяжки
Когда говорят про вентиляционный тройник для вытяжки, многие сразу представляют себе простую железку с тремя отверстиями. И в этом кроется главная ошибка. На деле, это один из тех узлов, от которого на 30% зависит, как будет работать вся система — будет ли гудеть, терять давление или собирать конденсат в неположенном месте. Я сам долгое время считал, что главное — подобрать диаметр, а остальное — дело техники. Пока не столкнулся с тем, что на одном объекте кухонная вытяжка буквально ?выплевывала? жир обратно в помещение из-за неправильно выбранного угла ответвления в тройнике. Вот тогда и пришло понимание: мелочей здесь нет.
Конструкция: что скрывается за простой формой
Если взять стандартный тройник, кажется, всё очевидно: прямой ход и отвод. Но первый нюанс — угол этого отвода. 45 градусов или 90? Для вытяжек, особенно кухонных, где важен минимальный аэродинамический шум и сопротивление, часто лучше 45. Но не всегда. Если магистральный канал идет под потолком, а отвод нужно сделать резко вниз к вытяжке, то без 90 градусов не обойтись. Но тогда обязательно нужно закладывать сервисный лючок для чистки прямо после тройника — иначе все жировые отложения осядут именно в этом колене.
Второй момент — материал. Оцинкованная сталь — классика, но для агрессивных сред, скажем, в химических лабораториях или на некоторых пищевых производствах, нужна нержавейка. Я помню, как на одном мясоперерабатывающем цехе поставили оцинкованные тройники, а через полгода их начало ?вести? от постоянной мойки и пара. Пришлось менять всё на AISI 430. Кстати, компания ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия как раз специализируется на обработке воздуховодов из листового железа и нержавеющей стали, что для таких случаев критически важно. Их подход к гибке и сварке швов часто определяет, будет ли соединение герметичным через год эксплуатации.
И третий, часто упускаемый из виду аспект — способ соединения. Фланец, ниппель или сварка? Для быстрой сборки индустриальных объектов часто берут ниппельное. Но если речь о системе, которая должна работать десятилетиями без протечек, я склоняюсь к сварным тройникам. Да, это дороже и требует точного расчёта на этапе проектировки, но зато потом не придётся бегать с герметиком и подтягивать болты каждые полгода.
Подбор и расчёт: где чаще всего ошибаются
Самая распространённая ошибка — подбор тройника только по диаметру основного канала. Допустим, магистраль 200 мм, отвод на вытяжку — 150 мм. Берут тройник 200/200/150 и думают, что дело сделано. Но не учитывают скорость потока. Если в магистрали она высокая, а отвод стоит под прямым углом, то в боковом ответвлении возникает такое разрежение, что вытяжка начинает работать с перегрузкой, а в магистрали — свист. Нужно смотреть на эквивалентный диаметр и, возможно, ставить переходной тройник с плавным сужением.
Ещё один болезненный опыт связан с расположением. Тройник нельзя ставить сразу после вентилятора или резкого поворота. Поток там турбулентный, неравномерный, и распределение воздуха по ответвлениям будет непредсказуемым. Один из моих ранних проектов для ресторана как раз провалился из-за этого: две вытяжки, подключенные к одному каналу через тройник, работали с разной эффективностью. Пришлось переделывать, добавляя прямые участки перед тройником.
И, конечно, расчёт потери давления. Многие инженеры используют стандартные табличные значения, но они даны для идеальных условий. На практике, на потери влияет всё: шероховатость внутренней поверхности, наличие заклёпок, качество гиба. Иногда кажется, что потери минимальны, а на деле система не вытягивает проектную производительность. Здесь уже нужен опыт или, как вариант, консультация с производителем, который знает реальные характеристики своих изделий. Например, изучая каталог на cx-tongfeng.ru, можно заметить, что они указывают не только размеры, но и рекомендуемые области применения для разных типов фасонных изделий, что уже подсказка для проектировщика.
Монтаж: теория и суровая реальность
В теории монтаж тройника — дело пяти минут. На практике же на объекте всегда найдётся балка, труба или другой воздуховод именно там, где по чертежу должен быть идеальный прямой участок. Приходится импровизировать: смещать тройник, ставить дополнительные отводы. Важно здесь одно — не уменьшать проходное сечение и по возможности сохранять направление потока. Я всегда стараюсь иметь на объекте пару штампованных тройников разных конфигураций про запас, потому что дорабатывать гибочной машиной то, что привезли с завода, — то ещё удовольствие.
Герметизация — отдельная песня. Если раньше все замазывали силиконом, то сейчас требования пожарной безопасности диктуют использование негорючих герметиков и уплотнительных лент. И тут важно не переборщить: излишки герметика внутри канала — это отличный ?трамплин? для оседания пыли и жира, которые со временем сузят сечение. Лучше использовать уплотнительные профили, которые идут в комплекте с качественными фасонными изделиями.
И про крепление. Тройник — это точка, где соединяются три силы тяжести от разных участков воздуховода. Если его плохо закрепить, со временем в соединениях появятся щели от вибрации. Особенно это критично для подвесных систем. Я всегда ставлю дополнительные хомуты или траверсы непосредственно у отводов тройника, даже если по расчётам это не требуется. Дешевле перестраховаться, чем потом лазить по потолку и искать источник сквозняка.
Специфичные кейсы и неочевидные решения
Был у меня проект вентиляции для небольшой пекарни. Там стояла мощная вытяжка над печью, и нужно было врезать её в общий канал. Проблема была в температуре: от печи шёл очень горячий воздух. Стандартный оцинкованный вентиляционный тройник для вытяжки мог деформироваться. Решение нашли в использовании тройника из нержавеющей стали с большей толщиной стенки и с терморасширительным компенсатором на прямом участке. Кстати, подобные нестандартные решения — как раз область компетенции инжиниринговых компаний, подобных ООО Шаньдун ЧанСян, которые могут изготовить изделие по конкретным техусловиям, а не только продать типовое из каталога.
Другой случай — система в многоэтажном здании, где с каждого этажа к общему стояку подключались вытяжки через тройники. Возник эффект обратной тяги на верхних этажах при работе вытяжек на нижних. Пришлось анализировать всю аэродинамику и менять типы тройников на этажах: внизу ставили с более плавным ответвлением, вверху — с более резким, чтобы выравнять сопротивление. Это к вопросу о том, что нельзя закупать одну модель на весь объект.
И ещё про чистку. В современных стандартах всё чаще требуют, чтобы система вентиляции была доступна для обслуживания. Значит, либо тройник должен быть разборным (на фланцах), либо рядом с ним должен быть установлен технологический люк. Я сейчас всегда закладываю это в спецификацию, чтобы не было, как в том старом проекте, когда для чистки тройника пришлось разбирать пять метров воздуховода.
Взгляд в будущее и итоговые соображения
Сейчас всё больше говорят об энергоэффективности. И вентиляционный тройник для вытяжки здесь играет не последнюю роль. Появляются конструкции с обтекаемыми внутренними перегородками, снижающими шум и сопротивление. Интересуешься такими новинками, смотришь, что предлагают производители. Видел в сети, что некоторые, как та же компания из Шаньдуна, экспериментируют с лазерной резкой и роботизированной сваркой для улучшения качества кромок и швов — а это прямой путь к снижению турбулентности.
Но как бы ни развивались технологии, базовые принципы остаются. Тройник — это не просто соединитель. Это узел, который должен быть правильно рассчитан, подобран по материалу и конфигурации, качественно изготовлен и грамотно смонтирован. Иначе вся система будет работать неоптимально.
Поэтому мой главный совет: не экономьте на фасонных изделиях. Качественный тройник от проверенного поставщика, который понимает суть процесса, как, например, производитель с адресом в г. Фэйчэн, провинция Шаньдун, специализирующийся на металлообработке для вентиляции, спасёт от множества проблем на этапе пусконаладки и в течение всего срока службы системы. И всегда, всегда учитывайте конкретные условия объекта — универсальных решений в нашей работе почти не бывает.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
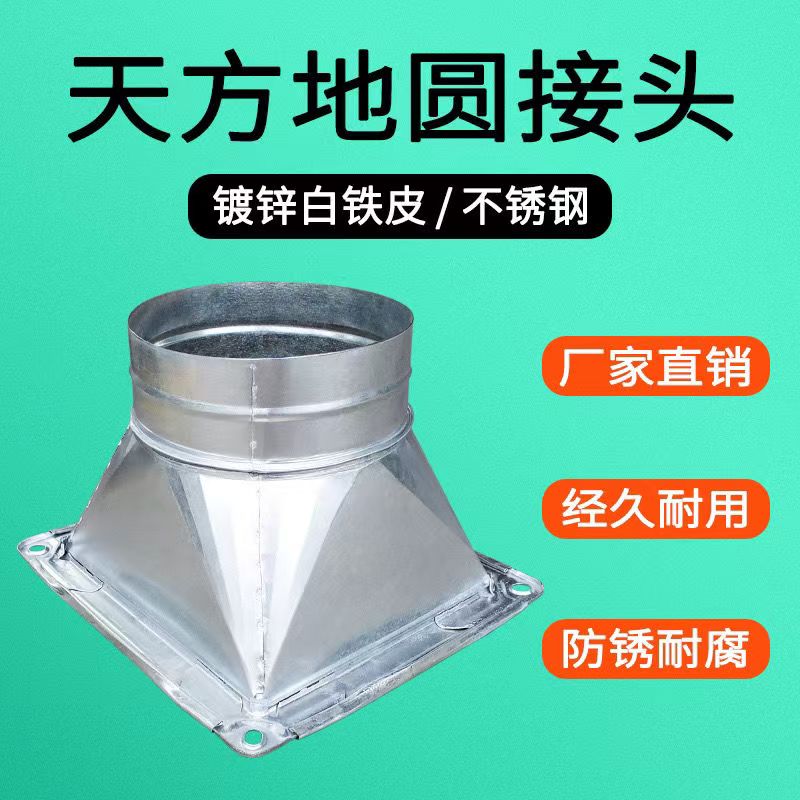 Переходники для вентиляции с квадрата на круг
Переходники для вентиляции с квадрата на круг -
 Вентиляторы центробежные кухонные
Вентиляторы центробежные кухонные -
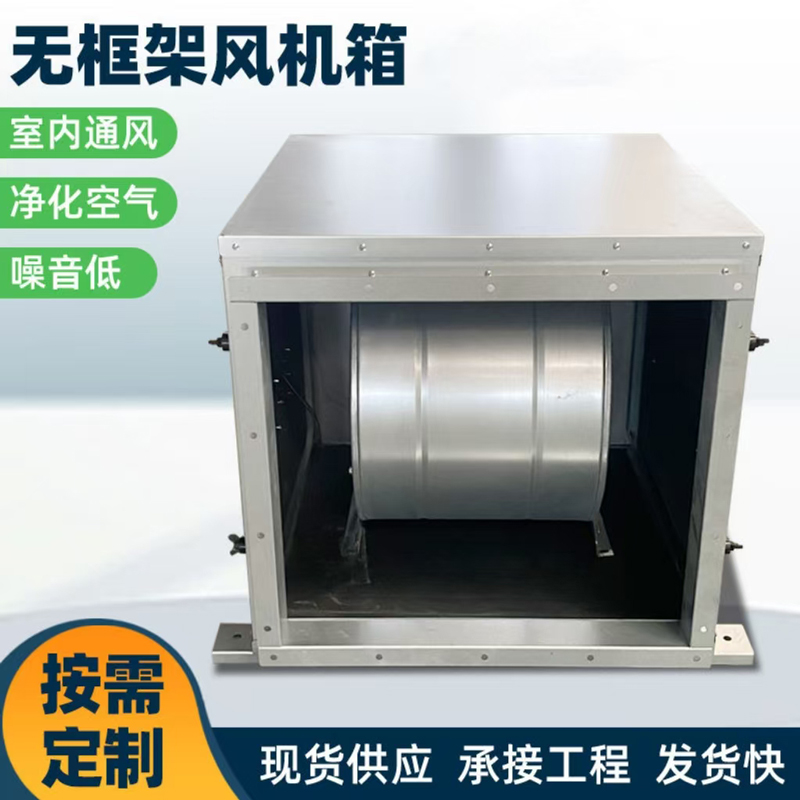
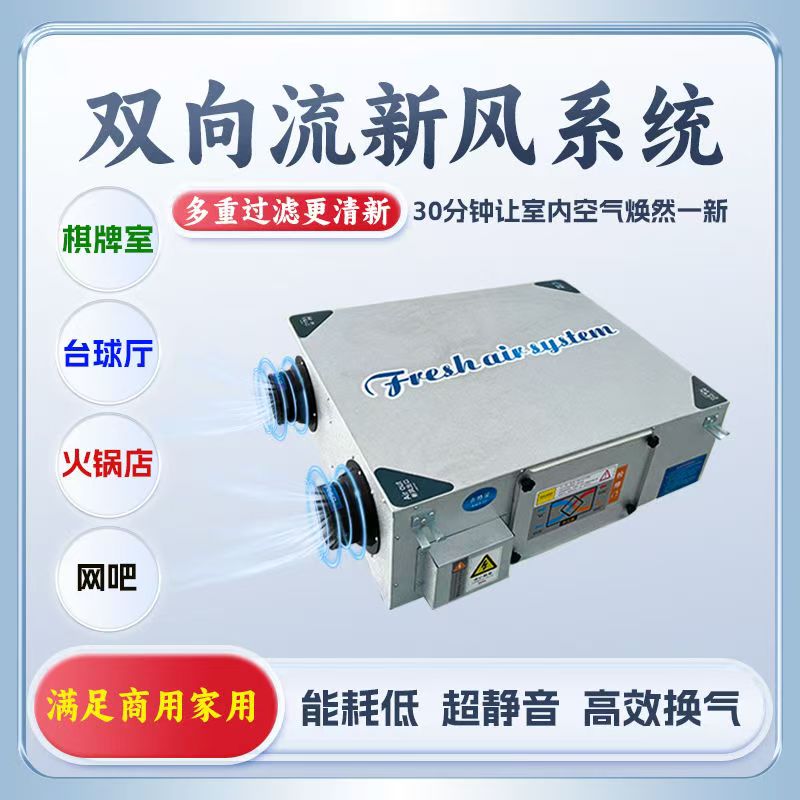 Приточно-вытяжные установки
Приточно-вытяжные установки -
 Сопловые диффузоры
Сопловые диффузоры -
 Дождезащитные вентиляционные решетки
Дождезащитные вентиляционные решетки -
 Квадратные воздуховоды
Квадратные воздуховоды -
 Противопожарные клапаны 70 градусов
Противопожарные клапаны 70 градусов -
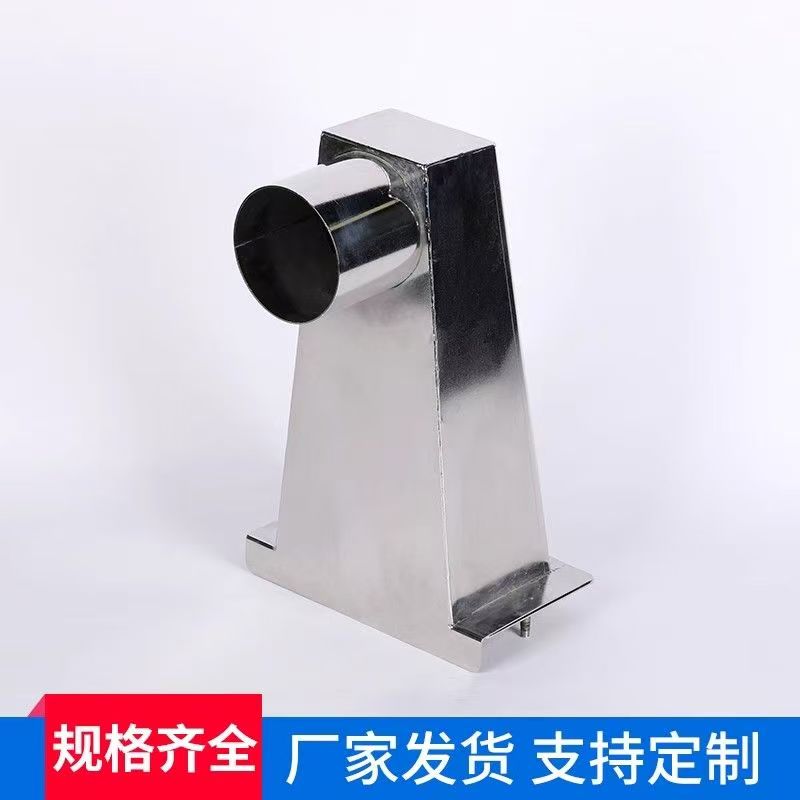 Боковые сливные воронки из нержавеющей стали
Боковые сливные воронки из нержавеющей стали -
 Осевые вентиляторы
Осевые вентиляторы -
 Однослойные жалюзийные вытяжки
Однослойные жалюзийные вытяжки -
 Квадратные диффузоры
Квадратные диффузоры -
 Открываемые решетки для вентиляции
Открываемые решетки для вентиляции
Связанный поиск
Связанный поиск- прямоугольные воздуховоды для вентиляции
- тройник для вентиляционного канала
- Лучшие покупатели площади прямоугольного воздуховода в Китае
- Ведущие покупатели квадратных воздуховодов из оцинкованной стали в Китае
- воздуховоды из оцинкованной стали квадратные
- Лучшие страны-покупатели круглых воздуховодов в Китае
- Производители вентиляционных тройников 125 в Китае
- Поставщики оцинкованного кровельного железа за штуку из Китая
- Поставщики прямоугольных размеров воздуховодов для вентиляции из Китая
- осевой вентилятор 5