








Вентиляционный тройник
Когда говорят про вентиляционный тройник, многие сразу представляют себе обычную железку с тремя патрубками. И в этом кроется главная ошибка. На деле, это не просто фитинг, а полноценный распределительный узел, от которого зависит балансировка всей ветки. Если подобрать его ?на глазок? или поставить первый попавшийся, можно потом месяцами мучиться с шумом, недостаточной подачей в одно помещение и избыточной в другом. Я сам через это проходил, пока не начал вникать в детали.
Геометрия имеет значение: почему угол ответвления — это не мелочь
Вот, казалось бы, что сложного? Берёшь тройник под 90 градусов и ставишь. Но если ответвление идёт от магистрали под прямым углом, это гарантированный скачок местного сопротивления. Воздух — не вода, он инертен и не любит резких поворотов. Начинается завихрение, падает давление, растёт шум. В системах с вентиляторами средней и высокой мощности это может вылиться в перерасход электроэнергии на 5-7%, а то и больше, потому что агрегату приходится ?продавливать? эту точку.
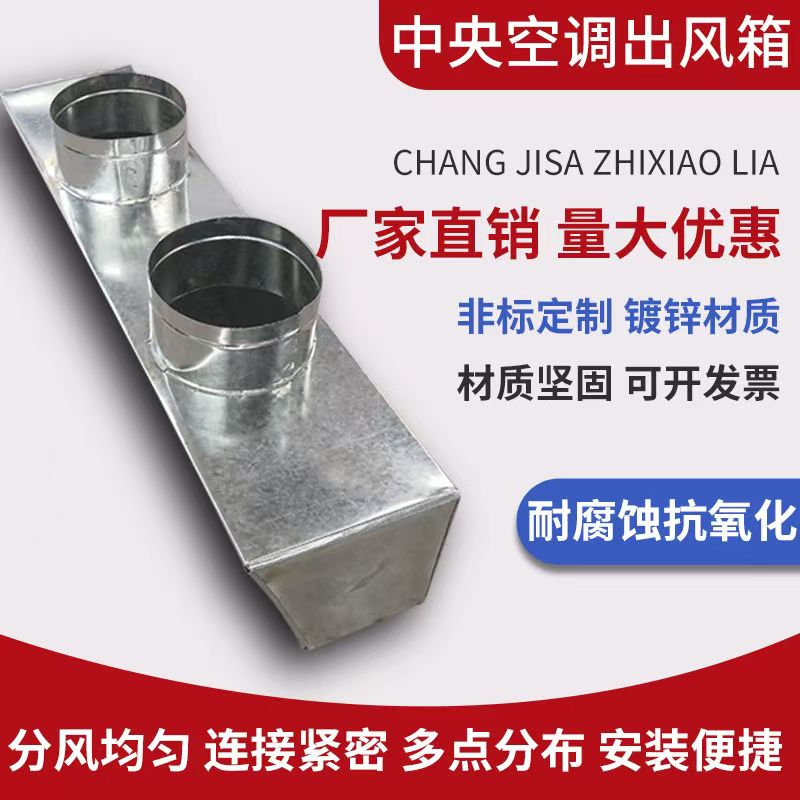
Поэтому для магистральных ответвлений мы давно перешли на тройники с углом 45 или даже 30 градусов. Да, они занимают чуть больше места, и их сложнее вписать в тесную шахту. Но зато поток разделяется плавно. Особенно это критично для воздуховодов из нержавеющей стали, которые часто идут на кухнях ресторанов или в фармацевтических цехах — там требования к чистоте потока и уровню шума жёсткие. Компания ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия как раз делает акцент на этом: их каталог на сайте cx-tongfeng.ru хорошо структурирован по типам соединений и углам, что для проектировщика — большая помощь.
Был у меня случай на объекте в Тайане, как раз недалеко от их офиса в Фэйчэне. Заказчик купил якобы ?стандартные? тройники у другого поставщика, а потом жаловался на гул в системе вытяжки цеха. Приехали, посмотрели — все ответвления под 90 градусов от главного рукава большого сечения. Пришлось демонтировать и менять на плавные отводы с углом 45. Шум ушёл, а главное — вытяжка с противоположного конца цеха заработала как надо. Вот тебе и ?простая железка?.
Материал и исполнение: о чём молчат спецификации
Тут тоже полно нюансов. Листовая оцинковка — это классика, но толщина стенки для тройника должна быть, как правило, на ступень выше, чем у прямых участков воздуховода. Потому что в этом месте вибрации и нагрузка на соединение выше. Часто экономят, ставят из того же листа 0.55 мм, а потом удивляются, почему через год-два по сварному шву или на отбортовке пошла трещина.
С нержавейкой история отдельная. Казалось бы, прочный материал. Но если тройник для вытяжки агрессивных сред сделан из нержавеющей стали AISI 430 вместо 304, а сварные швы не протравлены после сварки, то точка коррозии гарантирована именно в этом узле. Я всегда советую заказчикам запрашивать у производителя не просто сертификат на сталь, а техкарту на изготовление именно фасонных изделий. Упомянутая компания из Шаньдуна, судя по описанию их деятельности на сайте, как раз специализируется на обработке листового железа и нержавеющей стали, что подразумевает цех с гильотинными ножницами, вальцами и сварочными постами — это уже серьёзнее, чем гаражное производство.
И ещё по исполнению. Встречал я тройники, где внутренние рёбра жёсткости были поставлены так, что создавали дополнительные турбулентные потоки. Производитель, видимо, перестраховался от деформации, но аэродинамику убил. Хороший тройник — это сбалансированная конструкция, где жёсткость обеспечивается не за счёт лишних внутренних элементов, а за счёт правильной развальцовки краёв и качества сварного шва.
Монтажные ловушки: что нельзя увидеть на чертеже
Самая частая проблема на монтаже — это нестыковка по фланцам. Чертит проектировщик тройник условно, а на деле приезжают три патрубка, и у каждого фланец может быть повёрнут под своим углом. Если это не унифицированное изделие, а сделанное под заказ, нужно обязательно заранее согласовывать эскиз с расположением крепёжных отверстий. Иначе потом бригада будет часами разворачивать фланцы на месте, ослабляя соединение.
Другая история — это доступ для обслуживания. Ставят вентиляционный тройник вплотную к потолку или в углу шахты, а потом оказывается, что к заглушке для чистки или к датчику давления не подобраться. Приходится либо разбирать полветки, либо оставлять как есть, превращая узел в будущий источник проблем. Мы теперь всегда на стадии монтажной схемы рисуем вокруг таких узлов мнимый ?объём обслуживания?.
И про уплотнители. В системах с подпором ставить обычную резину нельзя — её со временем выдует. Нужна термостойкая резина или силикон. Но если фланец тройника имеет неровную поверхность (частая болезнь дешёвых изделий), даже лучший уплотнитель не спасёт. Приёмка таких узлов должна включать проверку плоскости фланца обычной металлической линейкой.
Балансировка системы: где тройник становится ?регулировочным краном?
Мало кто из монтажников задумывается, что правильно подобранный тройник уже на 70% решает вопрос балансировки ветки. Если соотношение площадей проходного сечения основного канала и отвода подобрано под расчётный расход воздуха, то потом регулировочным заслонкам на отводах останется лишь немного ?подтянуть? показатели. А если тройник подобран абы как, то заслонки приходится закрывать почти полностью, создавая искусственное сопротивление и сводя на нет КПД вентилятора.
У меня в практике был показательный объект — административное здание, где на каждом этаже стояло по тройнику для раздачи воздуха по кабинетам. При пусконаладке выяснилось, что на последних этажах воздуха не хватает. Оказалось, все тройники были одинаковые, хотя расход по этажам падал снизу вверх. Пришлось на верхних этажах менять тройники на модели с зауженным ответвлением, чтобы выровнять давление. Это к вопросу о том, что типовой проект часто требует корректировки по месту.
Иногда помогает установка тройника с внутренним направляющим аппаратом (подобием диффузора), но это штучные и дорогие решения. Для большинства же объектов достаточно просто не экономить на расчёте и заказывать фасонные изделия у тех, кто понимает в аэродинамике, а не просто гнёт лист. Судя по тому, что ООО Шаньдун ЧанСян позиционирует себя как инжиниринговая компания, а не просто торговый склад, можно ожидать, что они способны предложить именно расчётные решения, а не только ходовой типоразмер.
Цена вопроса: экономия, которая приводит к удорожанию
Соблазн купить самый дешёвый вентиляционный тройник велик, особенно когда в смете жмут. Но давайте считать не цену за килограмм металла, а стоимость владения узлом. Дешёвый тройник из тонкого металла начнёт дребезжать, его может повести от температурных расширений, он потребует частой подтяжки фланцев. А если речь о вытяжной системе, то некачественные сварные швы — это потенциальная течь, которая для того же ресторана может обернуться запахами на кухне и претензиями СЭС.
Поэтому я всегда настаиваю на выборе в пользу производителей, которые дают чёткие технические параметры: толщину металла, тип соединения, допуски по размерам. Адрес производства, кстати, тоже многое говорит. Когда компания, как та же шаньдунская, указывает конкретный адрес в оптовом городе строительных материалов Луси в Фэйчэне, это обычно означает наличие стационарного цеха, а не кустарной мастерской. С такими проще решать вопросы по гарантии и доработкам.
В итоге, выбор тройника — это не второстепенная задача. Это инвестиция в стабильность работы всей системы. Сэкономленные на этом узле 500 рублей могут через полгода вылиться в затраты на повторную балансировку, борьбу с шумом или внеплановый ремонт. А в нашей работе надёжность, в конечном счёте, и есть главная экономия.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Открываемые решетки для вентиляции
Открываемые решетки для вентиляции -
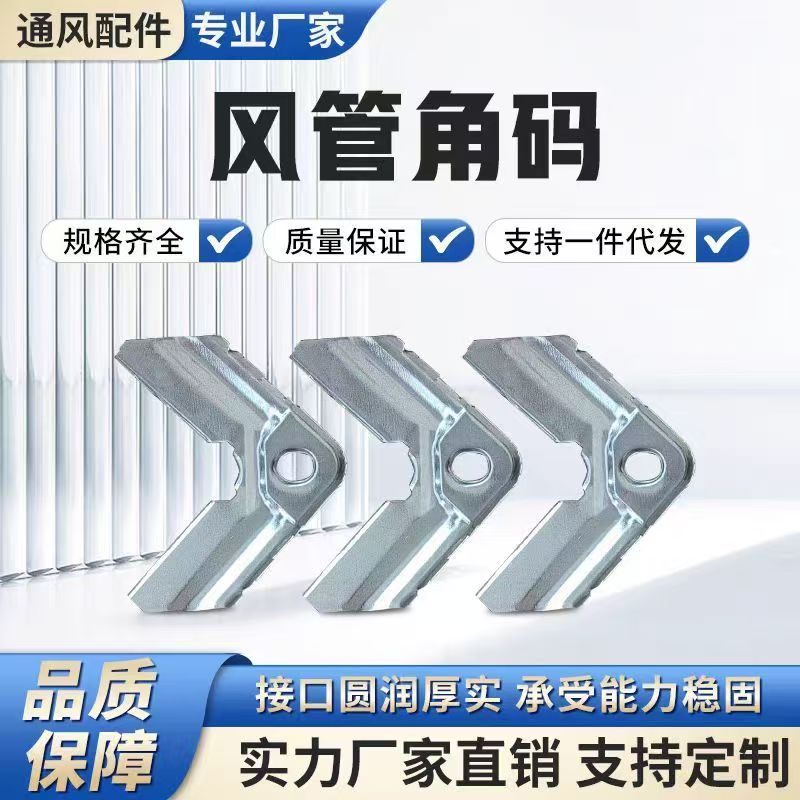 Уголки для вентиляции
Уголки для вентиляции -
 Однослойные жалюзийные вытяжки
Однослойные жалюзийные вытяжки -
 Квадратные воздуховоды
Квадратные воздуховоды -
 Корпусы вытяжных зонтов
Корпусы вытяжных зонтов -
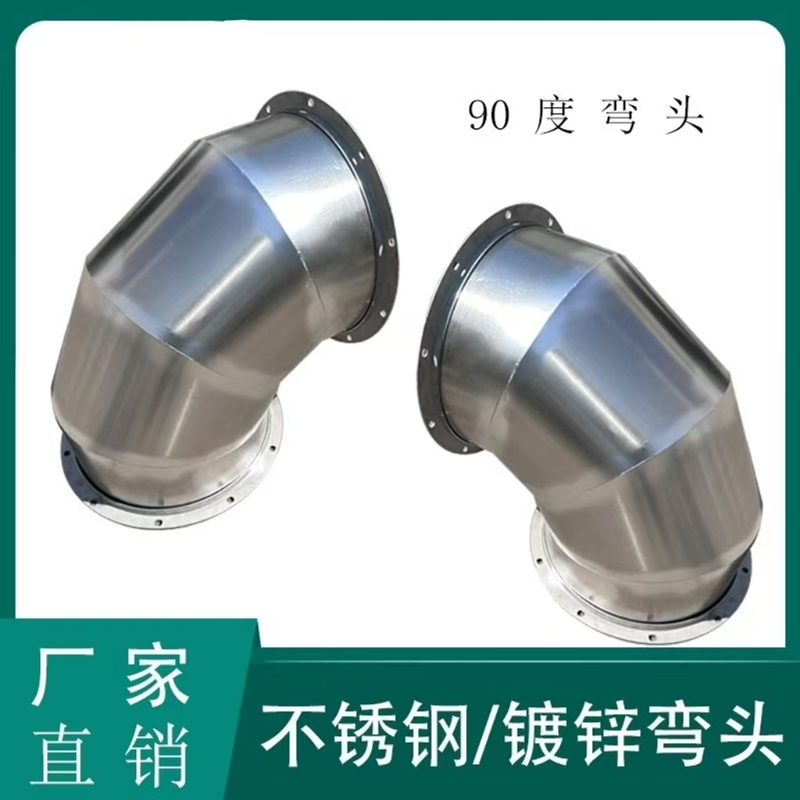 Отводы
Отводы -
 Вентиляционные четверники
Вентиляционные четверники -
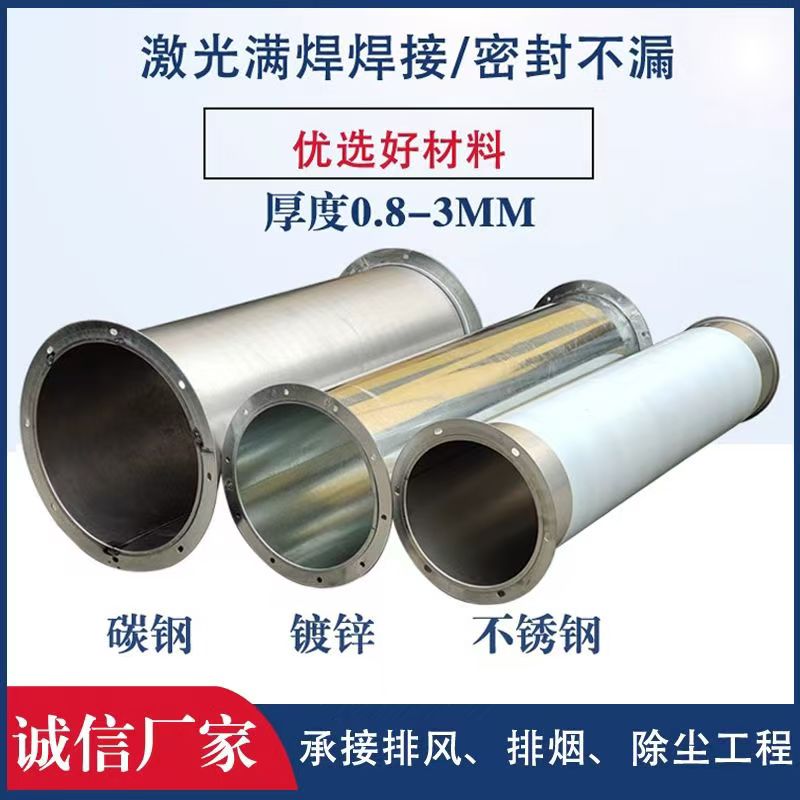 Круглые прямые воздуховоды
Круглые прямые воздуховоды -
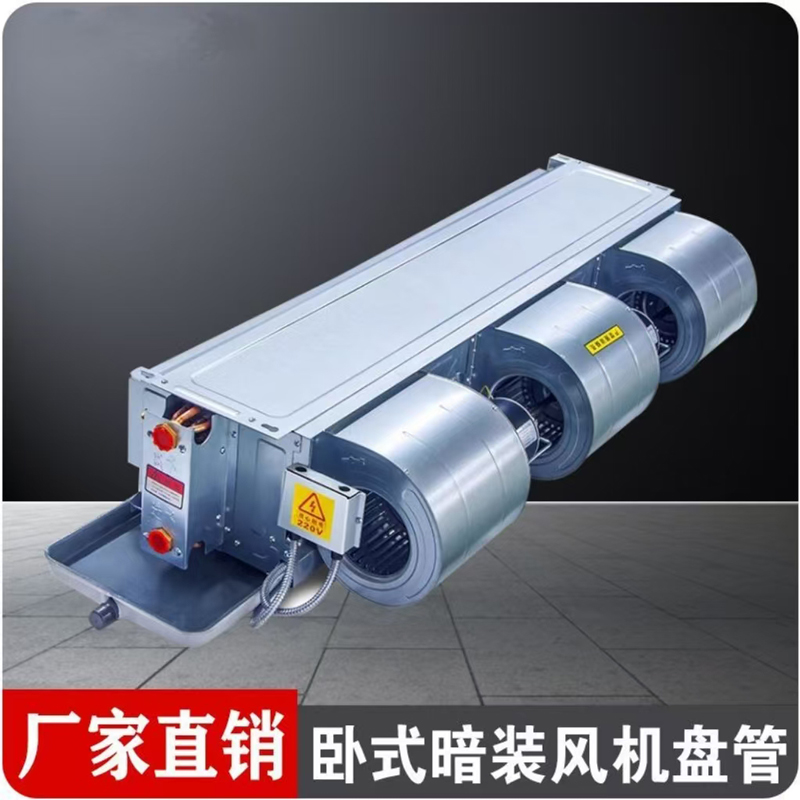 Горизонтальные скрытые вентиляторы
Горизонтальные скрытые вентиляторы -
 Коллекторы для вентиляции
Коллекторы для вентиляции -
 Дождезащитные вентиляционные решетки
Дождезащитные вентиляционные решетки -
 Шинорейки для вентиляции
Шинорейки для вентиляции
Связанный поиск
Связанный поиск- Китайские поставщики прямоугольный воздуховод кухонной вытяжки
- Топ покупателей круглых воздуховодов 120 мм из Китая
- Поставщики струйных вентиляционных труб из Китая
- Лучшие покупатели круглых воздуховодов 150 мм из Китая
- Китайские поставщики тройников для вентиляции
- Поставщики тройников для вентиляции воздуховодов в Китае
- Лучшие покупатели расчетной площади воздуховода в Китае
- Лучшие страны-покупатели для осевой вентилятор 06 300 из Китая
- Цены на плоские металлические листы в Китае
- Поставщики осевых вентиляторов 220 из Китая