








Боковые сливные воронки из нержавеющей стали
Когда говорят про боковые сливные воронки из нержавеющей стали, многие сразу думают о марке стали — AISI 304, мол, и точка. Но в реальности, на объекте, куда важнее не просто цифра в сертификате, а как эта сталь себя ведёт после сварки, особенно в зоне термического влияния. Видел не раз, как воронки, вроде бы из правильной стали, начинали ?цвести? точками ржавчины именно по швам и в местах крепления. И это часто не брак материала, а следствие неправильного режима сварки или отсутствия последующей пассивации. Вот об этом редко кто из поставщиков предупреждает, а потом заказчик разбирается с подтёками на фасаде.
Не только сталь: конструкция и монтажный узел
Сама по себе нержавейка — это лишь половина дела. Форма воронки, особенно боковой, — это целая наука. Угол наклона дна, конфигурация приемного патрубка, наличие и тип утепления — всё это влияет на скорость стока и главное — на предотвращение замерзания зимой. У нас был проект для склада в Сибири, где стандартный уклон в 5 градусов оказался недостаточным. Вода успевала подмерзать, образуя пробку. Пришлось переделывать узел, увеличивая уклон и добавляя греющий кабель в конструкцию. И это именно та деталь, которую не найдёшь в каталогах, только опытным путём.
Крепление к кровле — отдельная головная боль. Часто используют стандартные хомуты или фланцы, не учитывая температурное расширение. Нержавейка и основной материал кровли (скажем, профлист) имеют разные коэффициенты. Результат — через сезон-два появляются щели, нарушается герметичность. Мы сейчас для ответственных объектов всегда делаем плавающее крепление с компенсационной прокладкой из EPDM. Да, дороже, но зато тихо и нет экстренных выездов по весне.
И ещё момент — размер приёмной решётки. Казалось бы, чем больше, тем лучше. Но на практике, если решётка слишком велика, она начинает собирать не только воду, но и листву, ветки, а это уже прямая дорога к засору. Приходится искать баланс между пропускной способностью и защитой. Часто оптимальным оказывается вариант со съёмной корзиной-фильтром, но её тоже надо делать из той же нержавейки, иначе она сгниёт за пару лет.
Сварка и финишная обработка: где кроются проблемы
Вернёмся к сварке. Для сливных воронок из нержавеющей стали аргоновая сварка (TIG) — это must have. Но и тут есть нюансы. Если использовать неправильный присадочный материал или не обеспечить должную защиту обратной стороны шва (поддув аргона), внутри шва возникает окисление. Визуально шов может быть красивый, но его коррозионная стойкость уже под вопросом. Сам сталкивался с ситуацией, когда на проверку швы проходили, а через полгода на внутренней поверхности, в стыке, появлялись рыжие нити.
После сварки обязательна пассивация — удаление свободного железа с поверхности. Многие пренебрегают, считая это излишеством. Но именно эта процедура восстанавливает защитный оксидный слой, который и делает сталь ?нержавеющей?. В условиях нашей компании, ООО Шаньдун ЧанСян, мы отработали этот процесс для своих воздуховодов и перенесли опыт на воронки. Используем специальные пасты или растворы на основе азотной кислоты. Без этого даже самая дорогая сталь со временем может дать очаговую коррозию.
И финишная полировка. Она не только для эстетики. Гладкая, отполированная поверхность меньше задерживает грязь и минеральные отложения из воды, её легче чистить. Шероховатая же поверхность, наоборот, становится центром кристаллизации солей и налёта, которые могут агрессивно воздействовать на пассивный слой. Поэтому мы всегда настаиваем на механической полировке внешних и видимых внутренних поверхностей.
Реальный кейс: адаптация под специфику объекта
Хороший пример — работа для логистического центра под Москвой. Заказчик изначально хотел стандартные боковые воронки с креплением на саморезы. Но анализ проекта показал, что кровля — это сложный ?пирог? с утеплителем и мембраной. Просто прикрутить — значит нарушить гидроизоляцию. Вместе с монтажниками кровельщиками мы разработали гибридный узел: несущий фланец из нержавейки крепился к обрешётке, а уже к нему, через специальный герметичный кантилеверный адаптер, фиксировалась сама воронка из нержавеющей стали. Это позволило сохранить целостность мембраны и обеспечить надёжный отвод воды.
В процессе столкнулись с проблемой вибрации. При сильном ветре воронка издавала лёгкий гул. Проблема была в резонансе конструкции. Решили добавлением внутренней демпфирующей вставки из толстого силикона в месте соединения патрубка с водосточной трубой. Мелочь, но без неё эксплуатация была бы дискомфортной.
Этот опыт мы потом использовали в других проектах. Он подтвердил простую истину: универсальных решений нет. Каждый объект требует хотя бы минимального расчёта и адаптации типового изделия. На нашем сайте cx-tongfeng.ru мы выкладываем некоторые технические заметки по этому поводу, но живое обсуждение с инженером всегда ценнее.
Выбор поставщика: почему важна не только цена
Рынок завален предложениями, но когда начинаешь копать вглубь, оказывается, что многие ?производители? — это просто перепродавцы, которые не контролируют ключевые этапы. Для нас, как для компании с собственным производством воздуховодов из листовой и нержавеющей стали, это принципиальный момент. Когда ты сам режешь, гнёшь и варишь металл, ты понимаешь его поведение. Ты можешь, например, сразу увидеть, что конкретная парсия листа имеет внутренние напряжения и при резке под воронку её может повести. Или подобрать оптимальный режим сварки на тонкой стенке патрубка, чтобы не прожечь её.
Адрес нашего производства — Сарай № 12, оптовый город строительных материалов Луси, Фэйчэн — это не просто строчка в контактах. Это место, куда можно приехать, посмотреть на заготовки, на качество кромки после лазерной резки, на чистоту цеха. Чистота — важнейший фактор для работы с нержавейкой. Попадание обычной стальной пыли или стружки на поверхность может запустить процесс коррозии. У нас для изделий из нержавеющей стали выделена отдельная зона.
Поэтому, выбирая боковые сливные воронки, стоит спрашивать не только про толщину стали (хотя и это важно), но и про технологическую цепочку. Есть ли контроль на входе сырья? Как организована сварка и последующая обработка? Дают ли паспорт на материал с указанием конкретной плавки? Если поставщик уходит от этих вопросов, это повод насторожиться.
Заключительные мысли: простота как результат сложной работы
Идеальная боковая сливная воронка — та, про которую забываешь после монтажа. Она десятилетиями молча делает свою работу. Но чтобы добиться этой ?скучной? надёжности, нужно продумать кучу мелочей: от марки стали и качества сварного шва до компенсационного крепления и защиты от мусора. Это не тот продукт, где можно бездумно сэкономить.
Наша специализация в ООО Шаньдун ЧанСян Вентиляции и Защиты окружающей среды Инженерия изначально лежала в области воздуховодов, где требования к герметичности, чистоте швов и долговечности схожи. Этот багаж знаний мы успешно перенесли на изготовление сливных систем. Главный вывод, который можно сделать: в современном строительстве мелочей нет. Даже такая, казалось бы, простая вещь, как сливная воронка из нержавеющей стали, оказывается сложным инженерным узлом, от которого зависит сохранность всей кровли и комфорт внутри здания.
Так что, когда в следующий раз будете выбирать, смотрите не на картинку в каталоге, а на то, что за ней стоит. На технологию, на контроль и на готовность производителя погрузиться в детали вашего проекта. Именно это в итоге и определяет, будет ли вода уходить туда, куда нужно, или же вы столкнётесь с постоянными протечками и ремонтами.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Корпусы вытяжных зонтов
Корпусы вытяжных зонтов -
 Вентиляторы центробежные кухонные
Вентиляторы центробежные кухонные -
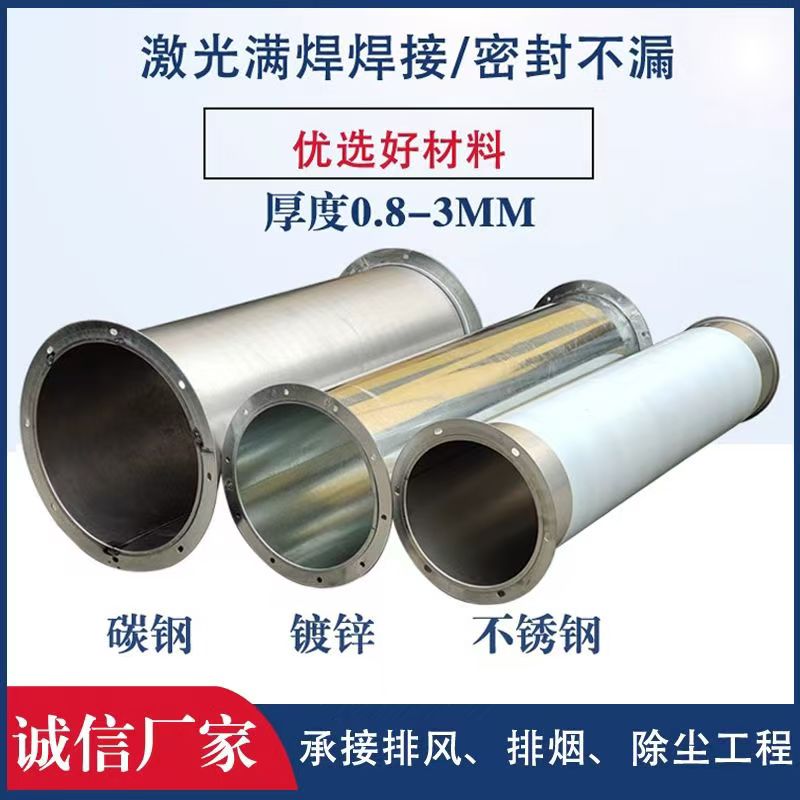 Круглые прямые воздуховоды
Круглые прямые воздуховоды -
 Вентиляционные четверники
Вентиляционные четверники -
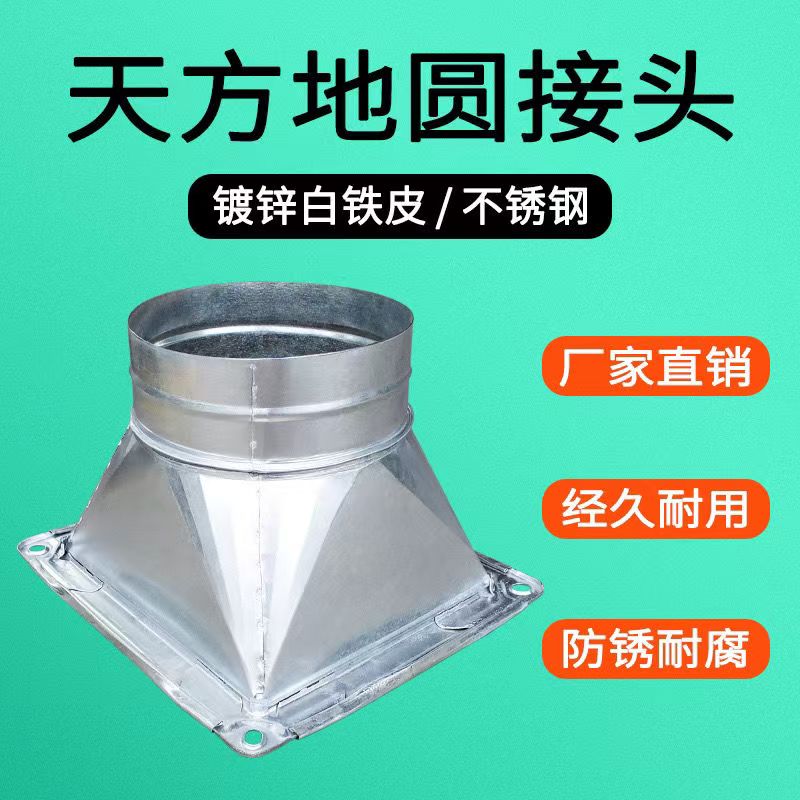 Переходники для вентиляции с квадрата на круг
Переходники для вентиляции с квадрата на круг -
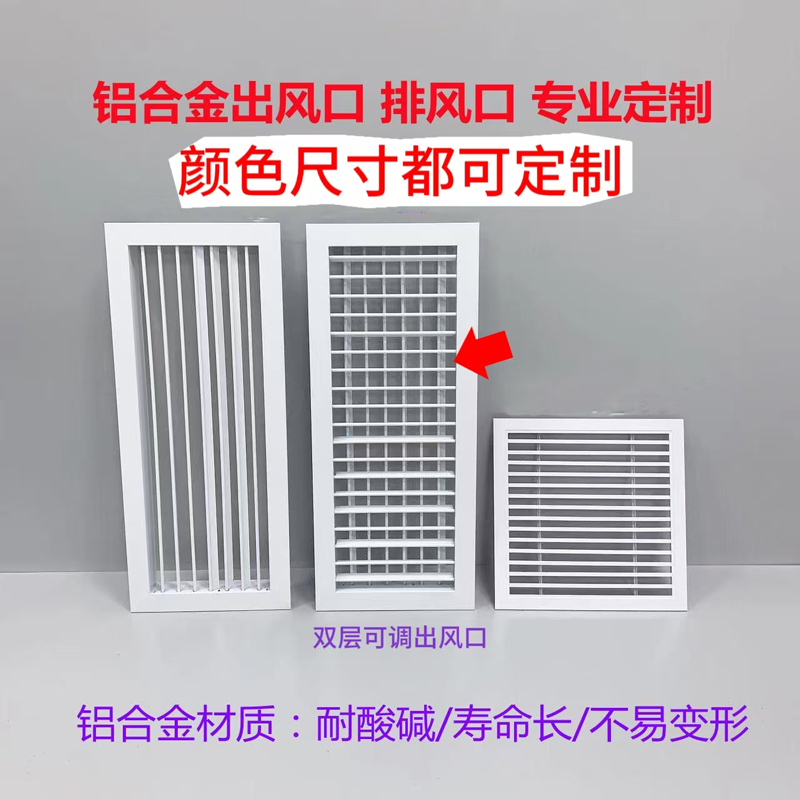 Двойные решетки для вентиляции
Двойные решетки для вентиляции -
 Квадратные диффузоры
Квадратные диффузоры -
 Открываемые решетки для вентиляции
Открываемые решетки для вентиляции -
 Сопловые диффузоры
Сопловые диффузоры -
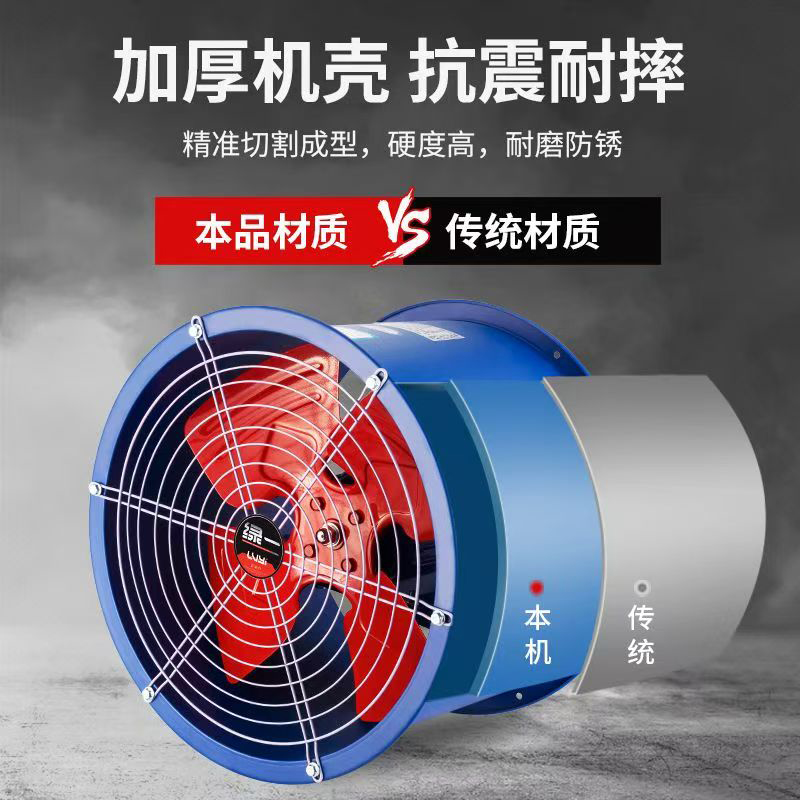 Осевые вентиляторы
Осевые вентиляторы -
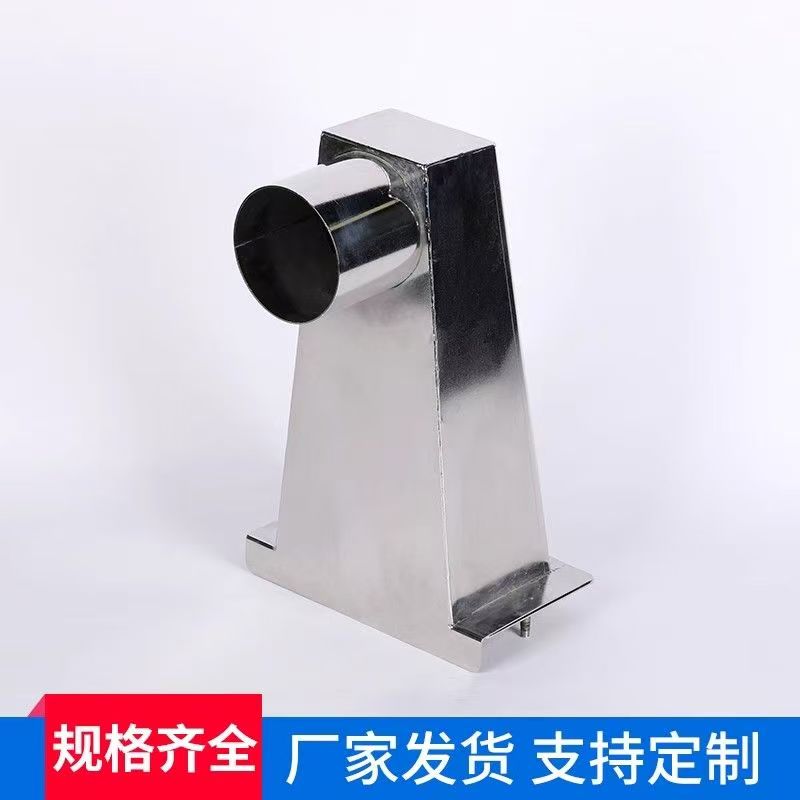 Боковые сливные воронки из нержавеющей стали
Боковые сливные воронки из нержавеющей стали -
 Однослойные жалюзийные вытяжки
Однослойные жалюзийные вытяжки
Связанный поиск
Связанный поиск- Китай Производители расчетной площади воздуховодов
- Цена установки квадратного вентиляционного канала в Китае
- Цена круглого прямого воздуховода в Китае
- Цены на круглые воздуховоды размеры в Китае
- тройник вентиляционный 160
- Китайские поставщики воздуховодов 150 150 квадратных
- Производители вентиляционных тройников 110х55 из Китая
- Китайские производители круглых воздуховодов
- Камера статического давления
- Поставщики прямоугольных воздуховодов с канальными вентиляторами из Китая